
シームレス鋼管は、中空部分があり、周囲に継ぎ目がない円形、正方形、長方形の鋼です。シームレス鋼管は、インゴットまたは固体ビレットを毛細管状に穿孔し、その後熱間圧延、冷間圧延、または冷間引抜き加工して製造されます。
シームレス鋼管は中空断面を持ち、多くの流体輸送用のパイプとして利用されています。曲げ強度とねじり強度に優れ、丸鋼や他の中実鋼に比べて軽量で、経済的な鋼材の一種で、石油掘削の鋼製足場などの構造部品や機械部品の製造に広く利用されています。
シームレス鋼管の生産には、ほぼ100年の歴史があります。ドイツのマニスマン兄弟は、1885年に2ロールクロスローリングパンチを発明し、次に1891年に周期パイプローリングマシンを発明し、スイスのRCStiefelは1903年に自動パイプローリングマシン(トップパイプローリングマシンとも呼ばれる)を発明し、連続パイプローリングマシンやパイププッシュマシンなどのさまざまな拡張マシンが現代のシームレス鋼管産業を形成し始めました。1930年代には、3ロールパイプミルが採用されました。
押出プレスと定期的な冷間圧延機により、鋼管の種類と品質が向上しました。1960年代には、連続圧延パイプミルの改良により、3ロールパンチの出現、特に張力緩和機と連続鋳造ビレットの応用の成功により、生産効率が向上し、シームレスパイプと溶接管の競争力が強化されました。

1970年代には、シームレスパイプと溶接管が歩調を合わせ、世界の鋼管生産量は年間5%以上増加しました。 1953年以来、中国はシームレス鋼管産業の発展を重視し、当初は大中小さまざまなパイプの圧延生産システムを形成しました。 一般的に、銅管もビレットクロス圧延と穿孔、パイプミル圧延、コイル引き抜きのプロセスを採用しています。
応用シームレス鋼管の分類
用途: シームレス鋼管は経済的な断面鋼の一種で、国民経済において非常に重要な位置を占めており、石油、化学工業、ボイラー、発電所、船舶、機械製造、自動車、航空、航空宇宙、エネルギー、地質学、建設、軍事の各分野で広く使用されています。
分類:
(1)断面の形状によって、円形断面管、特殊形状断面管に分類される。
(2)材質による分類:炭素鋼管、合金鋼管、ステンレス鋼管、複合管
(3)接続方式による:ねじ接続管、溶接管
(4)生産方式による:熱間圧延(押し出し、上張り、拡張)管、冷間圧延(引き)管
(5)用途に応じて:ボイラー管、油井管、パイプライン管、構造用管、肥料管。
シームレス鋼管の製造工程
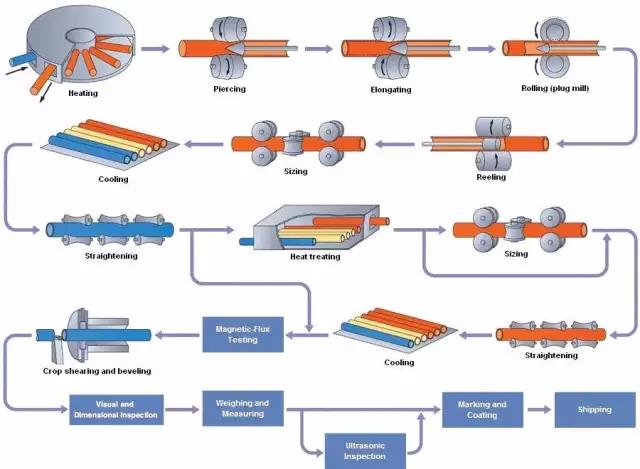
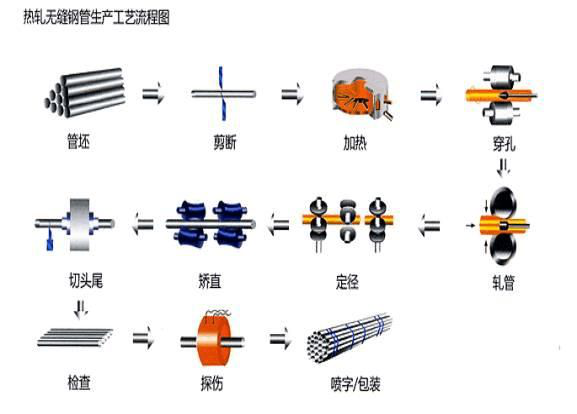
熱間圧延継目無鋼管の主な製造工程(主な検査工程):
パイプビレットの準備と検査 → パイプビレットの加熱 → 穿孔 → パイプの圧延 → 空パイプの再加熱 → 直径の固定(縮小) → 熱処理 → 完成したパイプの矯正 → 仕上げ → 検査(非破壊検査、物理化学検査、ステーション検査) → 入庫
(2)冷間圧延(引抜)シームレス鋼管製造工程
ビレット準備→酸洗・潤滑→冷間圧延(引抜)→熱処理→矯正→仕上げ→検査
熱間圧延シームレス鋼管の製造工程フローチャートは以下のとおりです。
投稿日時: 2020年11月12日




