
ಸೀಮ್ಲೆಸ್ ಸ್ಟೀಲ್ ಟ್ಯೂಬ್ ಒಂದು ದುಂಡಗಿನ, ಚೌಕಾಕಾರದ, ಆಯತಾಕಾರದ ಉಕ್ಕಿನಾಗಿದ್ದು, ಟೊಳ್ಳಾದ ವಿಭಾಗವನ್ನು ಹೊಂದಿರುತ್ತದೆ ಮತ್ತು ಅದರ ಸುತ್ತಲೂ ಯಾವುದೇ ಸ್ತರಗಳಿಲ್ಲ. ಸೀಮ್ಲೆಸ್ ಸ್ಟೀಲ್ ಟ್ಯೂಬ್ಗಳನ್ನು ಇಂಗುಗಳು ಅಥವಾ ಘನ ಬಿಲ್ಲೆಟ್ಗಳಿಂದ ಕ್ಯಾಪಿಲ್ಲರಿ ಟ್ಯೂಬ್ಗಳಲ್ಲಿ ರಂಧ್ರ ಮಾಡಿ ನಂತರ ಹಾಟ್ ರೋಲ್ಡ್, ಕೋಲ್ಡ್ ರೋಲ್ಡ್ ಅಥವಾ ಕೋಲ್ಡ್ ಡ್ರಾನ್ ಮಾಡಲಾಗುತ್ತದೆ.
ಟೊಳ್ಳಾದ ವಿಭಾಗವನ್ನು ಹೊಂದಿರುವ ತಡೆರಹಿತ ಉಕ್ಕಿನ ಪೈಪ್, ದ್ರವಗಳನ್ನು ಸಾಗಿಸಲು ಹೆಚ್ಚಿನ ಸಂಖ್ಯೆಯ ಪೈಪ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಅದೇ ಸಮಯದಲ್ಲಿ ಬಾಗುವಿಕೆ ಮತ್ತು ತಿರುಚುವ ಬಲದಲ್ಲಿ, ಉಕ್ಕಿನ ಪೈಪ್ ಅನ್ನು ಸುತ್ತಿನ ಉಕ್ಕಿನ ಮತ್ತು ಇತರ ಘನ ಉಕ್ಕಿನೊಂದಿಗೆ ಹೋಲಿಸುವುದು. ಉಕ್ಕಿನ ಪೈಪ್ ತೂಕವು ಹಗುರವಾಗಿರುತ್ತದೆ, ಇದು ಉಕ್ಕಿನ ಒಂದು ರೀತಿಯ ಆರ್ಥಿಕ ವಿಭಾಗವಾಗಿದೆ, ಇದನ್ನು ರಚನಾತ್ಮಕ ಭಾಗಗಳು ಮತ್ತು ಯಾಂತ್ರಿಕ ಭಾಗಗಳ ತಯಾರಿಕೆಯಲ್ಲಿ ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ, ಉದಾಹರಣೆಗೆ ತೈಲ ಕೊರೆಯುವ ಉಕ್ಕಿನ ಸ್ಕ್ಯಾಫೋಲ್ಡಿಂಗ್.
ತಡೆರಹಿತ ಉಕ್ಕಿನ ಕೊಳವೆಗಳ ಉತ್ಪಾದನೆಯು ಸುಮಾರು 100 ವರ್ಷಗಳ ಇತಿಹಾಸವನ್ನು ಹೊಂದಿದೆ. ಜರ್ಮನ್ ಮ್ಯಾನಿಸ್ಮನ್ ಸಹೋದರರು ಮೊದಲು 1885 ರಲ್ಲಿ ಎರಡು-ರೋಲ್ ಕ್ರಾಸ್-ರೋಲಿಂಗ್ ಪಂಚ್ ಅನ್ನು ಕಂಡುಹಿಡಿದರು, ನಂತರ 1891 ರಲ್ಲಿ ಆವರ್ತಕ ಪೈಪ್ ರೋಲಿಂಗ್ ಯಂತ್ರವನ್ನು ಕಂಡುಹಿಡಿದರು, ಮತ್ತು ಸ್ವಿಸ್ RCStiefel 1903 ರಲ್ಲಿ ಸ್ವಯಂಚಾಲಿತ ಪೈಪ್ ರೋಲಿಂಗ್ ಯಂತ್ರವನ್ನು (ಟಾಪ್ ಪೈಪ್ ರೋಲಿಂಗ್ ಯಂತ್ರ ಎಂದೂ ಕರೆಯುತ್ತಾರೆ) ಕಂಡುಹಿಡಿದರು ಮತ್ತು ನಿರಂತರ ಪೈಪ್ ರೋಲಿಂಗ್ ಯಂತ್ರ ಮತ್ತು ಪೈಪ್ ಪುಶಿಂಗ್ ಯಂತ್ರದಂತಹ ವಿವಿಧ ವಿಸ್ತರಣಾ ಯಂತ್ರಗಳು ಆಧುನಿಕ ತಡೆರಹಿತ ಉಕ್ಕಿನ ಕೊಳವೆಗಳ ಉದ್ಯಮವನ್ನು ರೂಪಿಸಲು ಪ್ರಾರಂಭಿಸಿದವು. 1930 ರ ದಶಕದಲ್ಲಿ, ಮೂರು-ರೋಲ್ ಪೈಪ್ ಗಿರಣಿಯನ್ನು ಅಳವಡಿಸಿಕೊಳ್ಳಲಾಯಿತು.
ಎಕ್ಸ್ಟ್ರೂಷನ್ ಪ್ರೆಸ್ ಮತ್ತು ಆವರ್ತಕ ಕೋಲ್ಡ್ ರೋಲಿಂಗ್ ಗಿರಣಿಯು ಉಕ್ಕಿನ ಕೊಳವೆಗಳ ವೈವಿಧ್ಯತೆ ಮತ್ತು ಗುಣಮಟ್ಟವನ್ನು ಸುಧಾರಿಸುತ್ತದೆ. 1960 ರ ದಶಕದಲ್ಲಿ, ನಿರಂತರ ರೋಲಿಂಗ್ ಪೈಪ್ ಗಿರಣಿಯ ಸುಧಾರಣೆಯಿಂದಾಗಿ, ಮೂರು-ರೋಲ್ ಪಂಚ್ನ ಹೊರಹೊಮ್ಮುವಿಕೆ, ವಿಶೇಷವಾಗಿ ಒತ್ತಡವನ್ನು ಕಡಿಮೆ ಮಾಡುವ ಯಂತ್ರ ಮತ್ತು ನಿರಂತರ ಎರಕದ ಬಿಲ್ಲೆಟ್ನ ಅನ್ವಯದ ಯಶಸ್ಸು, ಉತ್ಪಾದನಾ ದಕ್ಷತೆಯನ್ನು ಸುಧಾರಿಸಿದೆ ಮತ್ತು ತಡೆರಹಿತ ಪೈಪ್ ಮತ್ತು ಬೆಸುಗೆ ಹಾಕಿದ ಪೈಪ್ನ ಸ್ಪರ್ಧಾತ್ಮಕತೆಯನ್ನು ಹೆಚ್ಚಿಸಿದೆ.

1970 ರ ದಶಕದಲ್ಲಿ, ಸೀಮ್ಲೆಸ್ ಪೈಪ್ ಮತ್ತು ವೆಲ್ಡೆಡ್ ಪೈಪ್ಗಳು ಪರಸ್ಪರ ವೇಗವನ್ನು ಕಾಯ್ದುಕೊಳ್ಳುತ್ತಿವೆ ಮತ್ತು ವಿಶ್ವ ಉಕ್ಕಿನ ಪೈಪ್ ಉತ್ಪಾದನೆಯು ವರ್ಷಕ್ಕೆ 5% ಕ್ಕಿಂತ ಹೆಚ್ಚು ಹೆಚ್ಚುತ್ತಿದೆ. 1953 ರಿಂದ, ಚೀನಾ ಸೀಮ್ಲೆಸ್ ಸ್ಟೀಲ್ ಟ್ಯೂಬ್ ಉದ್ಯಮದ ಅಭಿವೃದ್ಧಿಗೆ ಹೆಚ್ಚಿನ ಪ್ರಾಮುಖ್ಯತೆಯನ್ನು ನೀಡಿದೆ ಮತ್ತು ಆರಂಭದಲ್ಲಿ ವಿವಿಧ ದೊಡ್ಡ, ಮಧ್ಯಮ ಮತ್ತು ಸಣ್ಣ ಪೈಪ್ಗಳನ್ನು ರೋಲಿಂಗ್ ಮಾಡಲು ಉತ್ಪಾದನಾ ವ್ಯವಸ್ಥೆಯನ್ನು ರೂಪಿಸಿದೆ. ಸಾಮಾನ್ಯವಾಗಿ, ತಾಮ್ರದ ಪೈಪ್ ಬಿಲ್ಲೆಟ್ ಕ್ರಾಸ್ ರೋಲಿಂಗ್ ಮತ್ತು ರಂದ್ರ, ಪೈಪ್ ಗಿರಣಿ ರೋಲಿಂಗ್ ಮತ್ತು ಕಾಯಿಲ್ ಡ್ರಾಯಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಸಹ ಅಳವಡಿಸಿಕೊಳ್ಳುತ್ತದೆ.
ಅಪ್ಲಿಕೇಶನ್ಮತ್ತು ತಡೆರಹಿತ ಉಕ್ಕಿನ ಕೊಳವೆಗಳ ವರ್ಗೀಕರಣ
ಅಪ್ಲಿಕೇಶನ್: ತಡೆರಹಿತ ಉಕ್ಕಿನ ಕೊಳವೆ ಒಂದು ರೀತಿಯ ಆರ್ಥಿಕ ವಿಭಾಗದ ಉಕ್ಕು, ರಾಷ್ಟ್ರೀಯ ಆರ್ಥಿಕತೆಯಲ್ಲಿ ಬಹಳ ಮುಖ್ಯವಾದ ಸ್ಥಾನವನ್ನು ಹೊಂದಿದೆ, ಪೆಟ್ರೋಲಿಯಂ, ರಾಸಾಯನಿಕ ಉದ್ಯಮ, ಬಾಯ್ಲರ್, ವಿದ್ಯುತ್ ಕೇಂದ್ರ, ಹಡಗು, ಯಂತ್ರೋಪಕರಣಗಳ ತಯಾರಿಕೆ, ಆಟೋಮೊಬೈಲ್, ವಾಯುಯಾನ, ಏರೋಸ್ಪೇಸ್, ಶಕ್ತಿ, ಭೂವಿಜ್ಞಾನ, ನಿರ್ಮಾಣ ಮತ್ತು ಮಿಲಿಟರಿ ವಲಯಗಳಲ್ಲಿ ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ.
ವರ್ಗೀಕರಣ:
(1) ವಿಭಾಗದ ಆಕಾರದ ಪ್ರಕಾರ ವಿಂಗಡಿಸಲಾಗಿದೆ: ವೃತ್ತಾಕಾರದ ವಿಭಾಗೀಯ ಕೊಳವೆ, ವಿಶೇಷ ಆಕಾರದ ವಿಭಾಗೀಯ ಕೊಳವೆ
(2) ವಸ್ತುವಿನ ಪ್ರಕಾರ: ಇಂಗಾಲದ ಉಕ್ಕಿನ ಪೈಪ್, ಮಿಶ್ರಲೋಹ ಉಕ್ಕಿನ ಪೈಪ್, ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಪೈಪ್, ಸಂಯೋಜಿತ ಪೈಪ್
(3) ಸಂಪರ್ಕ ಮೋಡ್ ಪ್ರಕಾರ: ಥ್ರೆಡ್ ಸಂಪರ್ಕ ಪೈಪ್, ವೆಲ್ಡಿಂಗ್ ಪೈಪ್
(4) ಉತ್ಪಾದನಾ ವಿಧಾನದ ಪ್ರಕಾರ: ಹಾಟ್ ರೋಲಿಂಗ್ (ಎಕ್ಸ್ಟ್ರೂಷನ್, ಟಾಪ್, ಎಕ್ಸ್ಪಾನ್ಶನ್) ಪೈಪ್, ಕೋಲ್ಡ್ ರೋಲಿಂಗ್ (ಪುಲ್) ಪೈಪ್
(5) ಬಳಕೆಯ ಪ್ರಕಾರ: ಬಾಯ್ಲರ್ ಪೈಪ್, ಎಣ್ಣೆ ಬಾವಿ ಪೈಪ್, ಪೈಪ್ಲೈನ್ ಪೈಪ್, ರಚನಾತ್ಮಕ ಪೈಪ್, ಗೊಬ್ಬರ ಪೈಪ್.
ತಡೆರಹಿತ ಉಕ್ಕಿನ ಕೊಳವೆಗಳ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆ
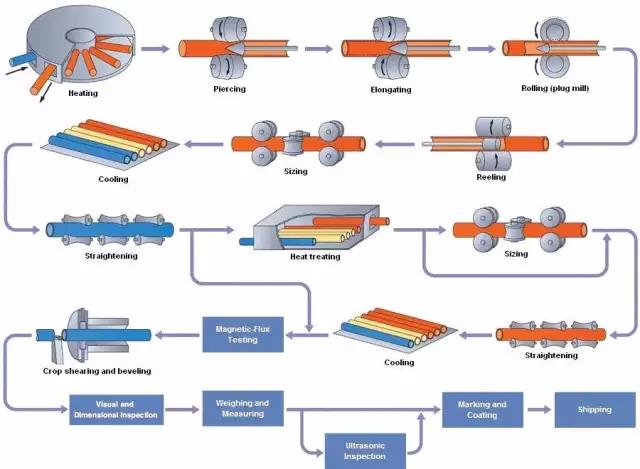
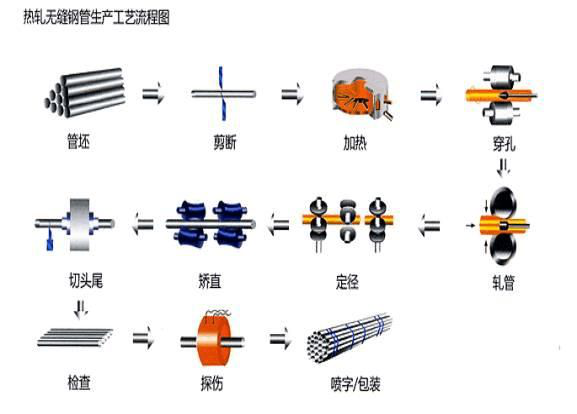
ಬಿಸಿ-ಸುತ್ತಿಕೊಂಡ ತಡೆರಹಿತ ಉಕ್ಕಿನ ಕೊಳವೆಯ ಮುಖ್ಯ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆ (ಮುಖ್ಯ ತಪಾಸಣೆ ಪ್ರಕ್ರಿಯೆ):
ಪೈಪ್ ಬಿಲ್ಲೆಟ್ ತಯಾರಿಕೆ ಮತ್ತು ಪರಿಶೀಲನೆ → ಪೈಪ್ ಬಿಲ್ಲೆಟ್ ಬಿಸಿ ಮಾಡುವುದು → ರಂಧ್ರ ಮಾಡುವುದು → ರೋಲಿಂಗ್ ಪೈಪ್ → ಖಾಲಿ ಪೈಪ್ ಅನ್ನು ಮತ್ತೆ ಬಿಸಿ ಮಾಡುವುದು → ವ್ಯಾಸವನ್ನು ಸರಿಪಡಿಸುವುದು (ಕಡಿಮೆ ಮಾಡುವುದು) → ಶಾಖ ಚಿಕಿತ್ಸೆ → ಮುಗಿದ ಪೈಪ್ ಅನ್ನು ನೇರಗೊಳಿಸುವುದು → ಮುಗಿಸುವುದು → ತಪಾಸಣೆ (ವಿನಾಶಕಾರಿಯಲ್ಲದ, ಭೌತಿಕ ಮತ್ತು ರಾಸಾಯನಿಕ, ನಿಲ್ದಾಣ ತಪಾಸಣೆ) → ಗೋದಾಮು
(2) ಕೋಲ್ಡ್ ರೋಲಿಂಗ್ (ಡ್ರಾಯಿಂಗ್) ಸೀಮ್ಲೆಸ್ ಸ್ಟೀಲ್ ಪೈಪ್ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆ
ಬಿಲ್ಲೆಟ್ ತಯಾರಿಕೆ → ಉಪ್ಪಿನಕಾಯಿ ಮತ್ತು ನಯಗೊಳಿಸುವಿಕೆ → ಕೋಲ್ಡ್ ರೋಲಿಂಗ್ (ಡ್ರಾಯಿಂಗ್) → ಶಾಖ ಚಿಕಿತ್ಸೆ → ನೇರಗೊಳಿಸುವಿಕೆ → ಮುಗಿಸುವುದು → ತಪಾಸಣೆ
ಬಿಸಿ-ಸುತ್ತಿಕೊಂಡ ತಡೆರಹಿತ ಉಕ್ಕಿನ ಕೊಳವೆಯ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯ ಹರಿವಿನ ಚಾರ್ಟ್ ಈ ಕೆಳಗಿನಂತಿದೆ:
ಪೋಸ್ಟ್ ಸಮಯ: ನವೆಂಬರ್-12-2020




