
ချောမွေ့သောသံမဏိပြွန်သည် အဝိုင်း၊ စတုရန်း၊ စတုဂံစတီးလ်ဖြစ်ပြီး အခေါင်းပေါက်နှင့် ပတ်ပတ်လည်တွင် ချုပ်ရိုးမရှိသော သံမဏိပြွန်များကို ဆံချည်မျှင်များ သို့မဟုတ် အစိုင်အခဲစာရွက်များဖြင့် ပြုလုပ်ထားပြီး သွေးကြောမျှင်ပြွန်များအတွင်းသို့ ဖောက်ထွင်းဝင်ရောက်ကာ ပူပူနွေးနွေး လှိမ့်ထားသော၊ အအေးခံထားသော သို့မဟုတ် အအေးဖြင့် ရေးဆွဲထားသည်။
အခေါင်းပေါက်ရှိသော ချောမွေ့သောသံမဏိပိုက်၊ အရည်များကို သယ်ဆောင်ရာတွင် အသုံးပြုသည့် ပိုက်အများအပြား၊ တစ်ချိန်တည်းတွင် ကွေးညွှတ်မှုနှင့် torsion strength တွင်၊ သံမဏိပိုက်လုံးဝိုင်းသံမဏိနှင့် အခြားအစိုင်အခဲစတီးလ်ပိုက်များကို နှိုင်းယှဉ်၍ သံမဏိပိုက်အလေးချိန်သည် ပေါ့ပါးသည်၊ ပိုက်အလေးချိန်သည် ပေါ့ပါးသည်၊ စတီးလ်တစ်မျိုးဖြစ်ပြီး၊ ရေနံတူးဖော်ခြင်းစတီးလ်ငြမ်းဆင်ခြင်းကဲ့သို့သော အဆောက်အဦဆိုင်ရာ အစိတ်အပိုင်းများနှင့် စက်ပိုင်းဆိုင်ရာ အစိတ်အပိုင်းများထုတ်လုပ်ရာတွင် တွင်ကျယ်စွာအသုံးပြုကြသည်။
ချောမွေ့မှုမရှိသော သံမဏိပြွန်ထုတ်လုပ်မှုသည် နှစ်ပေါင်း 100 နီးပါးရှိပြီဖြစ်သည်။ ဂျာမန် Manismann ညီအစ်ကိုများသည် 1885 ခုနှစ်တွင် 2-roll cross-rolling punch ကိုပထမဆုံးတီထွင်ခဲ့ပြီး 1891 ခုနှစ်တွင် Periodic pipe rolling machine ကိုတီထွင်ခဲ့ပြီး Swiss RCStiefel သည် အလိုအလျောက်ပိုက်လှိမ့်စက် (top pipe 19 နှင့် extension အမျိုးမျိုးရှိ အမျိုးမျိုးသော ပိုက်အဆက်မပြတ်လူးစက်အဖြစ်လည်းလူသိများသည်) ကိုတီထွင်ခဲ့သည်။ လှိမ့်စက်နှင့် ပိုက်တွန်းစက်သည် ခေတ်မီ ချောမွေ့မှုမရှိသော သံမဏိပြွန်စက်မှုလုပ်ငန်းကို စတင်ဖွဲ့စည်းခဲ့သည်။ 1930 ခုနှစ်များတွင် သုံးလိပ်ပိုက်ကြိတ်စက်ကို စတင်အသုံးပြုခဲ့သည်။
Extrusion Press နှင့် Periodic Cold Rolling Mill များသည် သံမဏိပြွန်များ၏ အမျိုးမျိုးနှင့် အရည်အသွေးကို တိုးတက်စေသည်။ 1960 ခုနှစ်များတွင် စဉ်ဆက်မပြတ် rolling pipe mill ၏ တိုးတက်မှုကြောင့်၊ တင်းမာမှုလျှော့ချသည့်စက်နှင့် စဉ်ဆက်မပြတ်သွန်းလုပ်ခြင်းကို အသုံးချခြင်း၏အောင်မြင်မှုဖြစ်သော သုံးလိပ်ပိုက်ကြိတ်စက်သည် ထုတ်လုပ်မှုစွမ်းဆောင်ရည်ကို တိုးတက်စေပြီး ချောမွေ့သောပိုက်နှင့် ဂဟေပိုက်များ၏ ယှဉ်ပြိုင်နိုင်စွမ်းကို မြှင့်တင်ပေးခဲ့သည်။

1970 ခုနှစ်များတွင် ချောမွေ့သောပိုက်နှင့် welded pipe တို့သည် တစ်ခုနှင့်တစ်ခု အရှိန်အဟုန်ဖြင့် အရှိန်အဟုန်ဖြင့် ပြောင်းလဲလာကာ ကမ္ဘာ့သံမဏိပိုက်များ၏ ထွက်ရှိမှုသည် တစ်နှစ်လျှင် 5% ကျော် တိုးလာပါသည်။ 1953 ခုနှစ်မှစတင်၍ တရုတ်နိုင်ငံသည် ချောမွေ့သောသံမဏိပြွန်စက်မှုလုပ်ငန်းကို ဖွံ့ဖြိုးတိုးတက်လာစေရန် အလွန်အရေးပါလာခဲ့ပြီး အမျိုးမျိုးသော အကြီးစား၊ အလတ်စားနှင့် သေးငယ်သောပိုက်များကို လှိမ့်ထုတ်ရန်အတွက် ယေဘုယျအားဖြင့်၊ perforation, pipe milling rolling နှင့် coil ပုံဆွဲခြင်း။
လျှောက်လွှာနှင့် ချောမွေ့သော သံမဏိပြွန်များ အမျိုးအစားခွဲခြားခြင်း။
အသုံးချမှု- ချောမွေ့သောသံမဏိပြွန်သည် စီးပွားရေးကဏ္ဍစတီးလ်တစ်မျိုးဖြစ်ပြီး နိုင်ငံ့စီးပွားရေးတွင် အလွန်အရေးပါသော အနေအထားတွင်ရှိပြီး ရေနံ၊ ဓာတုဗေဒစက်မှုလုပ်ငန်း၊ ဘွိုင်လာ၊ ဓာတ်အားပေးစက်ရုံ၊ သင်္ဘော၊ စက်ပစ္စည်းထုတ်လုပ်ရေး၊ မော်တော်ကား၊ လေကြောင်း၊ လေကြောင်း၊ စွမ်းအင်၊ ဘူမိဗေဒ၊ ဆောက်လုပ်ရေးနှင့် စစ်ရေးကဏ္ဍများတွင် တွင်ကျယ်စွာ အသုံးပြုလျက်ရှိသည်။
အမျိုးအစားခွဲခြားခြင်း-
(1) အပိုင်း၏ပုံသဏ္ဍာန်အရ၊ စက်ဝိုင်းပုံပြွန်၊ အထူးပုံသဏ္ဌာန်အပိုင်းပြွန်ဟူ၍ ပိုင်းခြားထားသည်။
(2) ပစ္စည်းအလိုက်: ကာဗွန်သံမဏိပိုက်, အလွိုင်းသံမဏိပိုက်, သံမဏိပိုက်, ပေါင်းစပ်ပိုက်
(3) connection mode အရ: threaded connection pipe, welding pipe
(4) ထုတ်လုပ်မှုမုဒ်အရ ပူသောလှိမ့်ခြင်း (extrusion၊ top၊ expansion) ပိုက်၊ အအေးလှိမ့်ခြင်း (ဆွဲ) ပိုက်၊
(5) အသုံးပြုမှုအရ ဘွိုင်လာပိုက်၊ ရေနံတွင်းပိုက်၊ ပိုက်လိုင်းပိုက်၊ ဖွဲ့စည်းပုံပိုက်၊ ဓာတ်မြေသြဇာပိုက်။
ချောမွေ့သောသံမဏိပြွန်ထုတ်လုပ်မှုလုပ်ငန်းစဉ်
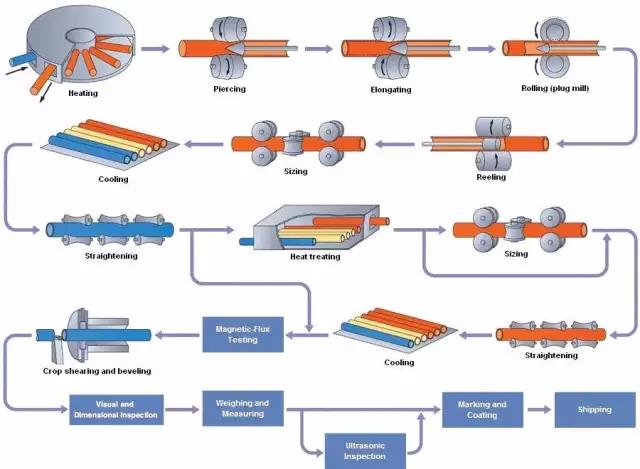
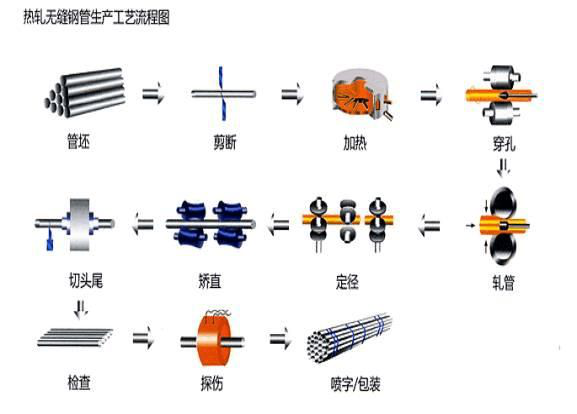
ပူလိပ်သော ချောမွေ့မှုမရှိသော သံမဏိပြွန်၏ အဓိကထုတ်လုပ်မှုလုပ်ငန်းစဉ် (ပင်မစစ်ဆေးရေးလုပ်ငန်းစဉ်)
ပြင်ဆင်ခြင်းနှင့် စစ်ဆေးခြင်း ပိုက်ဘေလ် → ပိုက်အပူပေးခြင်း → ဖောက်ထွင်းခြင်း → ပိုက်အလိပ်များ → ပိုက်အလွတ်များကို ပြန်လည်အပူပေးခြင်း → ပြုပြင်ခြင်း (လျှော့ချခြင်း) အချင်း → အပူကုသမှု → ပိုက်အချော → ဖြောင့်ခြင်း → ပြီးစီးခြင်း → စစ်ဆေးခြင်း (မပျက်စီးစေသော၊ ရုပ်ပိုင်းဆိုင်ရာနှင့် ဓာတုဗေဒ၊ စခန်းစစ်ဆေးခြင်း) → သိုလှောင်ခြင်း
(၂) Cold rolling (ပုံဆွဲ) ချောမွေ့စွာ သံမဏိပိုက် ထုတ်လုပ်မှု လုပ်ငန်းစဉ်
Billet ပြင်ဆင်မှု → အချဉ်ဖောက်ခြင်းနှင့် ချောဆီ → အအေးလူးခြင်း (ပုံဆွဲခြင်း) → အပူကုသမှု → ဖြောင့်ခြင်း → ချောမွတ်ခြင်း → စစ်ဆေးခြင်း
ပူလှိမ့်သော ချောမွေ့သော သံမဏိပြွန်၏ ထုတ်လုပ်မှု လုပ်ငန်းစဉ် ဇယားမှာ အောက်ပါအတိုင်း ဖြစ်သည်။
ပို့စ်အချိန်- Nov-12-2020




