
Na-ebunye OEM China Mmanụ na Gas Steel Line Pipe 5L Psl2 X42/X46/X60/X70 Carbon Steel Pipe



Nchịkọta
Companylọ ọrụ anyị na-ekwusi ike na amụma dị mma nke "ngwaahịa dị mma bụ ntọala nke ndụ ụlọ ọrụ; mmezu nke onye na-azụ ahịa ga-abụ ebe a na-ahụ anya na njedebe nke ụlọ ọrụ; nkwalite na-adịgide adịgide bụ ịchụ ndị ọrụ ebighi ebi" yana ebumnuche na-agbanwe agbanwe nke " aha mbụ. , Shopper mbụ" n'ihi na API 5L Line Pipe, Anyị n'ozuzu na-enye kasị dị irè top àgwà ahịa na oké enyemaka maka ọtụtụ nke enterprise ọrụ na ndị ahịa. A na-anabata anyị nke ọma ịtinye anyị, ka anyị mee ihe ọhụrụ ọnụ, wee felie nrọ. Ụlọ ọrụ anyị na-ewere na ire ere abụghị naanị iji nweta uru kamakwa ịkwalite ọdịbendị nke ụlọ ọrụ anyị n'ụwa. Ya mere, anyị na-agbasi mbọ ike iji gosi gị ọrụ sitere n'obi ma dị njikere ịnye gị ọnụahịa kachasị asọmpi n'ahịa.
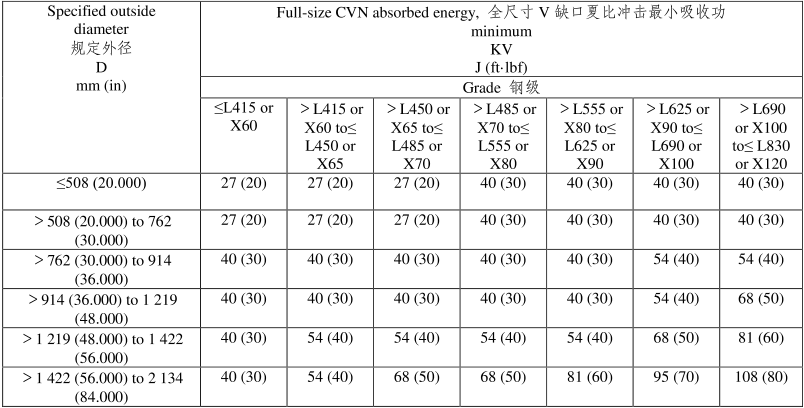
Maka ọkpọkọ ahịrị PSL2, API 5L chọrọ nnwale mmetụta Charpy (API 5L abụghị nkọwa akọwapụtara nke nnwale mgbaji, mana ike mgbaji egosipụtara nwere ike iji nnwale mmetụta ma ọ bụ dobe ike nnabata anya mmiri na mpaghara shiee). Ọkọlọtọ chọrọ otu ụdị 3 setịpụ (nha zuru oke), nnwale nnwale bụ 0 ℃, ọ bụrụ na enwere ihe achọrọ, a na-anabata okpomọkụ dị ala. Uru ule nke onye ọ bụla maka ibe ule ọ bụla ga-abụ ≥75 nke nkezi kacha nta achọrọ (nke otu 3 ule mpekere) banye enengy uru. N'okpuru bụ nnabata ike chọrọ nke ọkpọkọ PSL2:
`R$D`HBVLT0N{MJJ1.png)
Ngwa
A na-eji pipeline na-ebufe mmanụ, uzuoku na mmiri a na-esi na ala gaa na ụlọ ọrụ mmanụ na gas site na pipeline.
Isi ọkwa
Ọkwa maka API 5L ahịrị ọkpọkọ: Gr.B X42 X52 X60 X65 X70
Ngwakọta kemịkalụ
| Ọkwa igwe (aha igwe) | Iberibe Mass, dabere na nyocha ọkụ na ngwaahịaa,g% | |||||||
| C | Mn | P | S | V | Nb | Ti | ||
| max b | max b | min | max | max | max | max | max | |
| Pipe enweghị nkebi | ||||||||
| L175 ma ọ bụ A25 | 0.21 | 0.60 | - | 0,030 | 0,030 | - | - | - |
| L175P ma ọ bụ A25P | 0.21 | 0.60 | 0,045 | 0.080 | 0,030 | - | - | - |
| L210 ma ọ bụ A | 0.22 | 0.90 | - | 0,030 | 0,030 | - | - | - |
| L245 ma ọ bụ B | 0.28 | 1.20 | - | 0,030 | 0,030 | c,d | c,d | d |
| L290 ma ọ bụ X42 | 0.28 | 1.30 | - | 0,030 | 0,030 | d | d | d |
| L320 ma ọ bụ X46 | 0.28 | 1.40 | - | 0,030 | 0,030 | d | d | d |
| L360 ma ọ bụ X52 | 0.28 | 1.40 | - | 0,030 | 0,030 | d | d | d |
| L390 ma ọ bụ X56 | 0.28 | 1.40 | - | 0,030 | 0,030 | d | d | d |
| L415 ma ọ bụ X60 | 0,28 e | 1,40 e | - | 0,030 | 0,030 | f | f | f |
| L450 ma ọ bụ X65 | 0,28 e | 1,40 e | - | 0,030 | 0,030 | f | f | f |
| L485 ma ọ bụ X70 | 0,28 e | 1,40 e | - | 0,030 | 0,030 | f | f | f |
| Ọkpọkpọ welded | ||||||||
| L175 ma ọ bụ A25 | 0.21 | 0.60 | - | 0,030 | 0,030 | - | - | - |
| L175P ma ọ bụ A25P | 0.21 | 0.60 | 0,045 | 0.080 | 0,030 | - | - | - |
| L210 ma ọ bụ A | 0.22 | 0.90 | - | 0,030 | 0,030 | - | - | - |
| L245 ma ọ bụ B | 0.26 | 1.20 | - | 0,030 | 0,030 | c,d | c,d | d |
| L290 ma ọ bụ X42 | 0.26 | 1.30 | - | 0,030 | 0,030 | d | d | d |
| L320 ma ọ bụ X46 | 0.26 | 1.40 | - | 0,030 | 0,030 | d | d | d |
| L360 ma ọ bụ X52 | 0.26 | 1.40 | - | 0,030 | 0,030 | d | d | d |
| L390 ma ọ bụ X56 | 0.26 | 1.40 | - | 0,030 | 0,030 | d | d | d |
| L415 ma ọ bụ X60 | 0,26 e | 1,40 e | - | 0,030 | 0,030 | f | f | f |
| L450 ma ọ bụ X65 | 0,26 e | 1,45 e | - | 0,030 | 0,030 | f | f | f |
| L485 ma ọ bụ X70 | 0,26 e | 1,65 e | - | 0,030 | 0,030 | f | f | f |
| a Cu ≤ 0.50 %; Ni ≤ 0.50 %; Cr ≤ 0.50 % na Mo ≤ 0.15 %. b Maka mbelata nke ọ bụla nke 0.01% n'okpuru ebe a kapịrị ọnụ maka carbon, mmụba nke 0.05% n'elu ntinye uche kachasị maka Mn kwere omume, ruo na 1.65% maka akara ule ≥ L245 ma ọ bụ B, mana ≤ L360 ma ọ bụ X52; ruo kacha nke 1.75% maka akara ule> L360 ma ọ bụ X52, mana <L485 ma ọ bụ X70; na ihe ruru 2.00% kacha maka ọkwa L485 ma ọ bụ X70. c Ọ gwụla ma ekwenyeghị n'ụzọ ọzọ, Nb + V ≤ 0.06 %. d Nb + V + Ti ≤ 0.15 %. e Ọ gwụla ma ekwetaghị. f Ọ gwụla ma ekwenyeghị n'ụzọ ọzọ, Nb + V + Ti ≤ 0.15 %. g Ọnweghị ụma gbakwụnye nke B agaghị ekwe yana nke fọdụrụ B ≤ 0.001 %. | ||||||||
Ngwongwo igwe
|
Ọkwa ọkpọkọ | Ahụ ọkpọkọ nke ọkpọkọ enweghị nkebi na welded | Weld Seam nke EW, LW, SAW, na ehiỌkụ | ||
| Mpụta Ikea Rt0.5 | Ike ọdụdọa Rm | Ogologo oge(na 50 mm ma ọ bụ 2 inch)Af | Ike ọdụdọb Rm | |
| MPa (psi) | MPa (psi) | % | MPa (psi) | |
| min | min | min | min | |
| L175 ma ọ bụ A25 | 175 (25,400) | 310 (45,000) | c | 310 (45,000) |
| L175P ma ọ bụ A25P | 175 (25,400) | 310 (45,000) | c | 310 (45,000) |
| L210 ma ọ bụ A | 210 (30,500) | 335 (48,600) | c | 335 (48,600) |
| L245 ma ọ bụ B | 245 (35,500) | 415 (60,200) | c | 415 (60,200) |
| L290 ma ọ bụ X42 | 290 (42,100) | 415 (60,200) | c | 415 (60,200) |
| L320 ma ọ bụ X46 | 320 (46,400) | 435 (63,100) | c | 435 (63,100) |
| L360 ma ọ bụ X52 | 360 (52,200) | 460 (66,700) | c | 460 (66,700) |
| L390 ma ọ bụ X56 | 390 (56,600) | 490 (71,100) | c | 490 (71,100) |
| L415 ma ọ bụ X60 | 415 (60,200) | 520 (75,400) | c | 520 (75,400) |
| L450 ma ọ bụ X65 | 450 (65,300) | 535 (77,600) | c | 535 (77,600) |
| L485 ma ọ bụ X70 | 485 (70,300) | 570 (82,700) | c | 570 (82,700) |
| a N'ihi na etiti akara ule, ihe dị iche n'etiti kpọmkwem kacha nta ike tensile ike na kpọmkwem kacha nta mkpụrụ ike maka ọkpọkọ ahụ ga-dị ka e nyere na tebụl maka ọzọ elu grade.b N'ihi na etiti akara ule, kpọmkwem kacha nta tensile ike maka weld onuete. ga-abụ otu uru dị ka ekpebisiri ike maka ọkpọkọ ọkpọkọ na-eji akara ala a) .c Oke elongation akọwapụtara nke ọma,Af, egosipụtara na pasentị wee gbakọọ ruo pasentị kacha nso, ka a ga-esi kpebisie ike site na iji nhata ndị a:
ebee C bụ 1940 maka mgbako site na iji nkeji SI na 625,000 maka mgbako site na iji nkeji USC; Axc bụ mpaghara cross-section test tensile na ọdabara, nke akọpụtara na milimita square (square inch), dị ka ndị a: 1) maka mpempe ule okirikiri okirikiri, 130 mm2 (0.20 in.2) maka 12.7 mm (0.500 in.) na 8.9 mm (0.350 in.) mpempe ule dayameta; 65 mm2 (0.10 in.2) maka 6.4 mm (0.250 in.) mpempe ule dayameta; 2) n'ihi na zuru-ngalaba ule iberibe, ndị nta nke a) 485 mm2 (0.75 in.2) na b) cross-section ebe nke ule ibe, ewepụtara site na iji kpọmkwem n'èzí dayameta na kpọmkwem mgbidi ọkpụrụkpụ nke ọkpọkọ, gbara gburugburu na 10 mm2 kacha nso (0.01 in.2); 3) maka mpempe ule warara, nke pere mpe nke a) 485 mm2 (0.75 in.2) na b) mpaghara obe nke mpempe ule, ewepụtara site na iji obosara akọwapụtara nke mpempe ule na ọkpụrụkpụ mgbidi akọwapụtara nke ọkpọkọ. , gbara gburugburu na 10 mm2 kacha nso (0.01 in.2); U bụ ike tensile kacha nta akọwapụtara, gosipụtara na megapascals (paụnd kwa square inch). | ||||
Dayameta dị n'èzí, nke okirikiri na ọkpụrụkpụ mgbidi
| Akpọpụtara n'èzí dayameta D (na) | Ntachi obi dayameta, sentimita d | Ntachi obi na-apụ apụ n'ime | ||||
| Ọkpọkpọ ma e wezụga njedebe a | Ọgwụgwụ ọkpọkọ a,b,c | Ọkpọkpọ ma e wezụga Ọgwụgwụ a | Pipe Ọgwụgwụ a,b,c | |||
| SMLS Pipe | Ọkpọkpọ welded | SMLS Pipe | Ọkpọkpọ welded | |||
| < 2,375 | -0.031 ruo + 0.016 | - 0,031 ruo + 0,016 | 0,048 | 0,036 | ||
| ≥2.375 ruo 6.625 | 0.020D maka | 0.015D maka | ||||
| +/- 0.0075D | - 0.016 ruo + 0,063 | D/t≤75 | D/t≤75 | |||
| Site nkwekọrịta maka | Site nkwekọrịta maka | |||||
| > 6.625 ruo 24.000 | +/- 0.0075D | +/- 0.0075D, mana kacha nke 0.125 | +/- 0.005D, mana kacha nke 0.063 | 0.020D | 0.015D | |
| > 24 ruo 56 | +/- 0.01D | +/- 0.005D mana kacha nke 0.160 | +/- 0.079 | +/- 0.063 | 0.015D maka mana kacha nke 0.060 | 0.01D maka mana kacha nke 0.500 |
| Maka | Maka | |||||
| D/t≤75 | D/t≤75 | |||||
| Site na nkwekọrịta | Site na nkwekọrịta | |||||
| maka | maka | |||||
| D/t≤75 | D/t≤75 | |||||
| >56 | Dị ka e kwetara | |||||
| a. Ngwunye ọkpọkọ na-agụnye ogologo nke 4 na eri nke ọ bụla n'ime ọkpọkọ ọkpọkọ | ||||||
| b. Maka ọkpọkọ SMLS, nnabata a na-etinye maka t≤0.984in na nnabata maka ọkpọkọ toro ka a ga-ekwenye. | ||||||
| c. Maka ọkpọkọ gbasaa na D≥8.625in na maka ọkpọkọ na-agbasaghị, enwere ike ikpebi nkwụsị nke dayameta na nkwụsị nke gburugburu site na iji gbakọọ n'ime dayameta ma ọ bụ tụọ n'ime dayameta karịa OD akọwapụtara. | ||||||
| d. Maka ikpebi nnabata na nnabata dayameta, a na-akọwa dayameta ọkpọkọ dị ka okirikiri ọkpọkọ n'akụkụ ụgbọ elu ọ bụla nke Pi kewara. | ||||||
| Ọkpụrụkpụ mgbidi | Nkwenye a |
| t sentimita | sentimita asatọ |
| SMLS ọkpọkọ b | |
| 0.157 | -1.2 |
| > 0.157 ruo <0.948 | + 0.150t / - 0.125t |
| 0.984 | + 0.146 ma ọ bụ + 0.1t, nke ọ bụla dị ukwuu |
| - 0.120 ma ọ bụ - 0.1t, nke ọ bụla dị ukwuu | |
| ọkpọkọ welded c,d | |
| ≤ 0.197 | +/- 0.020 |
| > 0.197 ruo <0.591 | +/- 0.1t |
| 0.591 | +/- 0.060 |
| a. Ọ bụrụ na iwu ịzụrụ akọwapụta mwepu ntachi obi maka ọkpụrụkpụ mgbidi dị obere karịa uru ọdabara enyere na tebụl a, a ga-abawanye nnabata maka ọkpụrụkpụ mgbidi site na ego zuru oke iji dokwaa oke nnabata ọdabara. | |
| b. N'ihi na ọkpọkọ na D≥ 14.000 na na t≥0.984in, mgbidi ọkpụrụkpụ ndidi na mpaghara nwere ike gafere gbakwunyere ndidi maka mgbidi ọkpụrụkpụ site 0.05t ọzọ ma ọ bụrụhaala na gbakwunyere ndidi maka uka na-agaghị gafere. | |
| c. Nkwenye gbakwunyere maka mgbidi mgbidi anaghị emetụta mpaghara weld | |
| d. Hụ nkọwapụta API5L zuru ezu maka nkọwa zuru ezu | |
Ndidi
Achọrọ nnwale
Nnwale Hydrostatic
Ọkụ iji guzogide ule hydrostatic na-enweghị ntapu site na eriri weld ma ọ bụ ahụ ọkpọkọ. Ọ dịghị mkpa ka a nwale njikọ njikọ hydrostatic ma ọ bụrụ na a nwalere akụkụ ọkpọkọ ejiri mee nke ọma.
Bend ule
Enweghị mgbawa ga-eme n'akụkụ ọ bụla nke mpempe ule na enweghị oghere nke weld ga-eme.
Nnwale ire ụtọ
Ụkpụrụ nnabata maka ule ịcha ọkụ ga-abụ:
- EW ọkpọkọ D<12.750 na:
- X60 nwere T500in. Agaghị enwe oghere nke weld tupu ebe dị n'etiti efere ndị ahụ erughị 66% nke dayameta dị n'èzí mbụ. Maka ọkwa niile na mgbidi, 50%.
- Maka ọkpọkọ nwere D / t> 10, a gaghị enwe oghere nke weld tupu ebe dị n'etiti efere ndị ahụ na-erughị 30% nke mbụ n'èzí dayameta.
- Maka nha ndị ọzọ rụtụ aka na nkọwapụta API 5L zuru ezu.
Nnwale mmetụta CVN maka PSL2
Ọtụtụ ọkpọkọ PSL2 na akara ule chọrọ CVN. A ga-anwale ọkpọkọ enweghị nkebi n'ime ahụ. A ga-anwale ọkpọkọ welded n'ime ahụ, ọkpọkọ ọkpọkọ na mpaghara okpomọkụ metụtara. Rụtụ aka na nkọwapụta API 5L zuru ezu maka eserese nke nha na akara ule yana ụkpụrụ ike etinyere n'ime ya chọrọ.




