
Choksiz po'lat quvur dumaloq, kvadrat, to'rtburchaklar po'latdir, ichi bo'sh qismga ega va uning atrofida tikuv bo'lmaydi. Choksiz po'lat quvurlar kapillyar naychalarga teshilgan ingot yoki qattiq ignabargli ignalardan tayyorlanadi va keyin issiq haddelenmiş, sovuq haddelenmiş yoki sovuq tortiladi.
Bo'shliqli choksiz po'lat quvur, suyuqliklarni tashish uchun ishlatiladigan ko'p sonli quvurlar, Bir vaqtning o'zida bükme va burilish kuchida, Po'lat quvurni yumaloq po'lat va boshqa qattiq po'lat bilan solishtirish. Chelik quvur og'irligi engil, po'latdan yasalgan iqtisodiy qismning bir turi bo'lib, strukturaviy qismlar va mexanik qismlarni ishlab chiqarishda keng qo'llaniladi, masalan, neft burg'ulash po'lat iskala.
Choksiz po'lat quvurlar ishlab chiqarish qariyb 100 yillik tarixga ega. Aka-uka nemis Manismann birinchi marta 1885 yilda ikki rulonli ko'ndalang prokat zımbasini ixtiro qildi, keyin 1891 yilda davriy quvur prokat mashinasini ixtiro qildi va Shveytsariya RCStiefel avtomatik quvur prokat mashinasini ixtiro qildi (shuningdek, yuqori quvur prokatlash mashinasi va turli xil uzluksiz quvur prokat mashinalari deb ham ataladi) mashina va quvur itarish mashinasi zamonaviy choksiz po'lat quvur sanoatini shakllantira boshladi. 1930-yillarda uch rulonli quvur tegirmoni qabul qilindi.
Ekstruziya pressi va davriy sovuq prokat tegirmoni po'lat quvurlarning xilma-xilligi va sifatini yaxshilaydi. 1960-yillarda uzluksiz prokat quvur tegirmonining takomillashuvi tufayli uch rulonli zımbaning paydo bo'lishi, ayniqsa kuchlanishni pasaytiruvchi mashina va uzluksiz quyma ignabargli qo'llash muvaffaqiyati ishlab chiqarish samaradorligini oshirdi va choksiz quvurlar va choksiz quvurlarning raqobatbardoshligini oshirdi.

1970-yillarda choksiz quvur va payvandlangan quvur bir-biri bilan hamnafas bo'lib, jahon po'lat quvurlari ishlab chiqarish yiliga 5% dan oshib bormoqda. 1953 yildan beri Xitoy choksiz po'lat quvur sanoatini rivojlantirishga katta ahamiyat berdi va dastlab turli xil yirik, o'rta va kichik quvurlarni prokatlash uchun ishlab chiqarish tizimini shakllantirdi. prokat va lasan chizish.
Ilovava choksiz po'lat quvurlarni tasniflash
Ilova: Choksiz po'lat quvur - bu iqtisodiy qismli po'latning bir turi bo'lib, neft, kimyo sanoati, qozon, elektr stantsiyasi, kema, mashinasozlik, avtomobil, aviatsiya, aerokosmik, energetika, geologiya, qurilish va harbiy sohalarda keng qo'llaniladigan milliy iqtisodiyotda juda muhim mavqega ega.
Tasnifi:
(1) Bo'lim shakliga ko'ra quyidagilarga bo'linadi: dumaloq qismli trubka, maxsus shakldagi qism trubkasi
(2) materialga ko'ra: uglerodli po'lat quvur, qotishma po'lat quvur, zanglamaydigan po'lat quvur, kompozit quvur
(3) Ulanish rejimiga ko'ra: tishli ulanish trubkasi, payvandlash trubkasi
(4) Ishlab chiqarish rejimiga ko'ra: issiq prokat (ekstruziya, yuqori, kengaytirish) trubkasi, sovuq prokat (tortishish) quvurlari
(5) Foydalanishga ko'ra: qozon trubkasi, neft qudug'i trubkasi, quvur liniyasi trubkasi, konstruktiv quvur, o'g'it trubkasi.
Choksiz po'lat quvurlarni ishlab chiqarish jarayoni
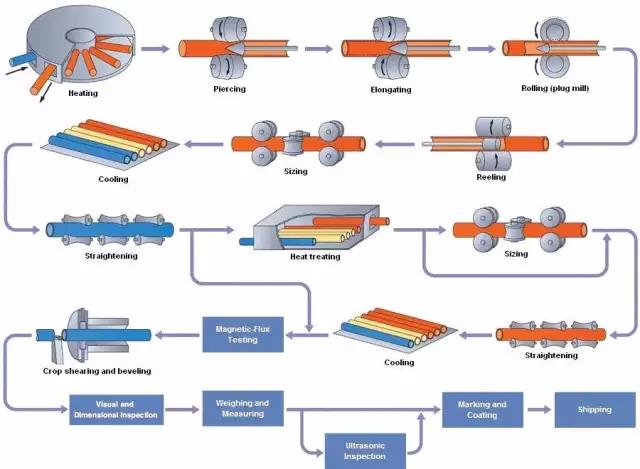
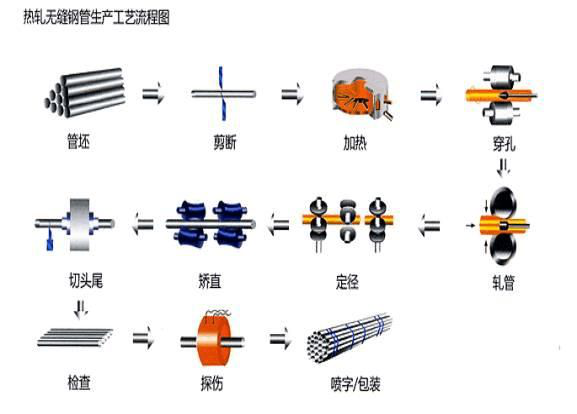
Issiq haddelenmiş choksiz po'lat quvurning asosiy ishlab chiqarish jarayoni (asosiy tekshirish jarayoni):
Quvurni tayyorlash va tekshirish → quvurlarni isitish → teshilish → prokat trubkasi → bo'sh quvurni qayta isitish → mahkamlash (kamaytirish) diametri → issiqlik bilan ishlov berish → tayyor quvurni to'g'rilash → pardozlash → tekshirish (buzilmaydigan, fizik-kimyoviy, stantsiya tekshiruvi) → omborga joylashtirish
(2) Sovuq haddeleme (chizish) choksiz po'lat quvurlarni ishlab chiqarish jarayoni
Tayyorlash → tuzlash va moylash → sovuq prokat (chizish) → issiqlik bilan ishlov berish → tekislash → pardozlash → tekshirish
Issiq haddelenmiş choksiz po'lat quvurlarni ishlab chiqarish jarayonining sxemasi quyidagicha:
Yuborilgan vaqt: 2020-yil 12-noyabr




