
Besiūliai plieniniai vamzdžiai yra apvalūs, kvadratiniai, stačiakampiai plieniniai vamzdžiai su tuščiaviduriu profiliu ir be siūlių aplink juos. Besiūliai plieniniai vamzdžiai gaminami iš luitų arba kietų ruošinių, perforuotų į kapiliarinius vamzdelius, o po to karštai valcuoti, šaltai valcuoti arba šaltai tempti.
Besiūliai plieniniai vamzdžiai su tuščiaviduriu profiliu, daug vamzdžių, naudojamų skysčiams transportuoti, lenkimo ir sukimo stiprumo tuo pačiu metu, lyginant plieninius vamzdžius su apvaliais plienais ir kitais kietais plienais. Plieniniai vamzdžiai yra lengvi, tai ekonomiškas plieno profilis, plačiai naudojamas konstrukcinių dalių ir mechaninių dalių, tokių kaip naftos gręžimo plieniniai pastoliai, gamyboje.
Besiūlių plieninių vamzdžių gamyba turi beveik 100 metų istoriją. Vokiečių broliai Manismannai pirmieji 1885 m. išrado dviejų valcų kryžminio valcavimo perforatorių, vėliau 1891 m. išrado periodinio vamzdžių valcavimo stakles, o šveicaras RCStiefelis 1903 m. išrado automatinę vamzdžių valcavimo stakles (dar vadinamas viršutinio vamzdžių valcavimo stakles), o įvairios prailginimo staklės, tokios kaip nepertraukiamo vamzdžių valcavimo staklės ir vamzdžių stūmimo staklės, pradėjo formuoti šiuolaikinę besiūlių plieninių vamzdžių pramonę. Ketvirtajame dešimtmetyje buvo priimtas trijų valcų vamzdžių malūnas.
Ekstruzijos presas ir periodinis šaltojo valcavimo staklės pagerina plieninių vamzdžių įvairovę ir kokybę. 1960-aisiais, dėl nepertraukiamo valcavimo vamzdžių malūno patobulinimo, atsirado trijų valcų perforatorius, ypač sėkmingai pritaikius įtempimo mažinimo mašiną ir nepertraukiamo liejimo ruošinį, pagerėjo gamybos efektyvumas ir padidėjo besiūlių vamzdžių bei suvirintų vamzdžių konkurencingumas.

Aštuntajame dešimtmetyje besiūliai ir suvirinti vamzdžiai neatsilieka vienas nuo kito, o pasaulinė plieninių vamzdžių gamyba kasmet didėja daugiau nei 5 %. Nuo 1953 m. Kinija teikė didelę reikšmę besiūlių plieninių vamzdžių pramonės plėtrai ir iš pradžių sukūrė gamybos sistemą įvairiems dideliems, vidutiniams ir mažiems vamzdžiams valcuoti. Apskritai variniams vamzdžiams taip pat taikomi ruošinių kryžminio valcavimo ir perforavimo, vamzdžių valcavimo ir ritinių tempimo procesai.
Paraiškair besiūlių plieninių vamzdžių klasifikacija
Pritaikymas: Besiūliai plieniniai vamzdžiai yra ekonominės paskirties plienas, užimantis labai svarbią vietą šalies ekonomikoje, plačiai naudojamas naftos, chemijos pramonėje, katiluose, elektrinėse, laivuose, mašinų gamyboje, automobilių, aviacijos, kosmoso, energetikos, geologijos, statybos ir kariniuose sektoriuose.
Klasifikacija:
(1) Pagal sekcijos formą skirstomi į: apskrito profilio vamzdį, specialios formos profilio vamzdį
(2) pagal medžiagą: anglinio plieno vamzdis, legiruotojo plieno vamzdis, nerūdijančio plieno vamzdis, kompozicinis vamzdis
(3) Pagal prijungimo būdą: srieginis jungiamasis vamzdis, suvirinimo vamzdis
(4) Pagal gamybos būdą: karšto valcavimo (ekstruzijos, viršutinio, išsiplėtimo) vamzdis, šalto valcavimo (tempimo) vamzdis
(5) Pagal naudojimą: katilo vamzdis, naftos gręžinio vamzdis, vamzdyno vamzdis, konstrukcinis vamzdis, trąšų vamzdis.
Besiūlių plieninių vamzdžių gamybos procesas
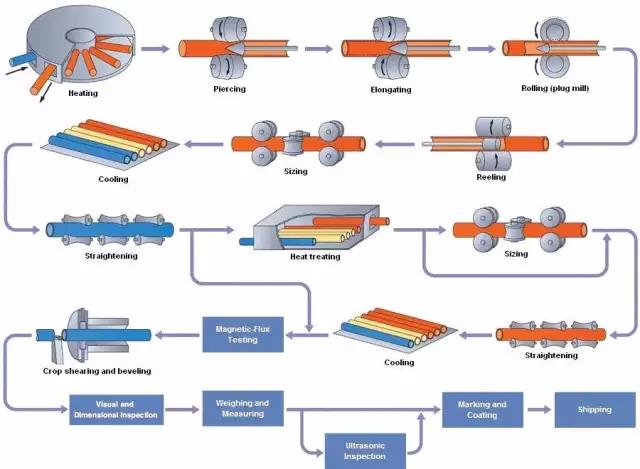
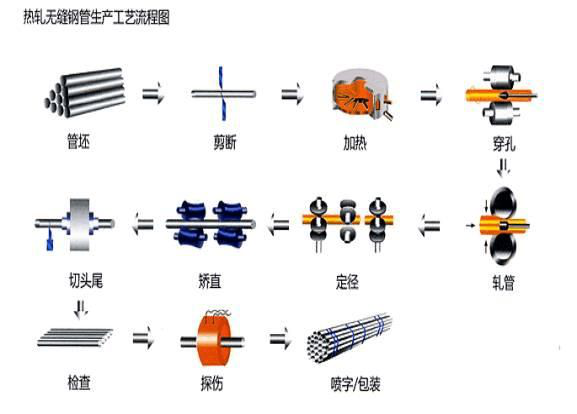
Pagrindinis karšto valcavimo besiūlių plieninių vamzdžių gamybos procesas (pagrindinis tikrinimo procesas):
Vamzdžio ruošinio paruošimas ir patikra → vamzdžio ruošinio kaitinimas → perforavimas → vamzdžio valcavimas → tuščio vamzdžio pakartotinis kaitinimas → skersmens fiksavimas (mažinimas) → terminis apdorojimas → pagaminto vamzdžio tiesinimas → apdaila → patikra (neardomoji, fizikinė ir cheminė, stočių patikra) → sandėliavimas
(2) Šalto valcavimo (tempimo) besiūlių plieninių vamzdžių gamybos procesas
Ruošinio paruošimas → marinavimas ir tepimas → šaltasis valcavimas (tempimas) → terminis apdorojimas → tiesinimas → apdaila → patikrinimas
Karšto valcavimo besiūlių plieninių vamzdžių gamybos proceso schema yra tokia:
Įrašo laikas: 2020 m. lapkričio 12 d.




