
OEM 중국 석유 및 가스 강철 라인 파이프 API 5L Psl2 X42/X46/X60/X70 원활한 탄소강 파이프 공급



개요
우리 회사는 "제품의 좋은 품질은 기업 생존의 기초입니다. 구매자 만족은 회사의 출발점이자 결말이 될 것입니다. 지속적인 개선은 직원의 영원한 추구입니다"라는 품질 정책과 "평판이 최우선"이라는 일관된 목적을 주장합니다. , 구매자 우선" API 5L 라인 파이프용으로 우리는 일반적으로 대부분의 기업 사용자 및 거래자에게 가장 효과적인 최고 품질의 상품과 큰 지원을 제공합니다. 우리를 따뜻하게 환영하고, 함께 혁신하고, 꿈을 이루자. 우리 회사는 판매가 이익을 얻는 것뿐만 아니라 우리 회사의 문화를 세계에 대중화하는 것이라고 생각합니다. 그래서 우리는 진심 어린 서비스를 제공하기 위해 열심히 노력하고 있으며 시장에서 가장 경쟁력 있는 가격을 제시할 의향이 있습니다.
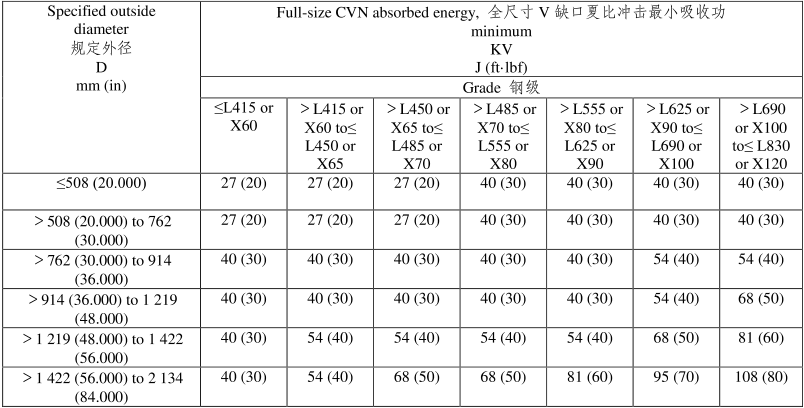
PSL2 라인 파이프의 경우 API 5L에는 샤르피 충격 테스트가 필요합니다(API 5L은 파괴 테스트에 대한 구체적인 세부 사항은 아니지만 표시된 파괴 인성은 충격 테스트 또는 낙하 중량 인열 흡수 에너지 및 전단 면적을 통해 특성화될 수 있습니다). 표준은 한 세트의 3개 시편(전체 크기)을 요구하며, 테스트 온도는 0℃입니다. 요구 사항이 있는 경우 더 낮은 테스트 온도가 허용됩니다. 모든 시험편의 개별 시험값은 요구되는 최소 평균(3개 시험편 세트) 흡수 에너지 값의 75 이상이어야 합니다. 다음은 PSL2 파이프의 흡수 에너지 요구 사항입니다.
`R$D`HBVLT0N{MJJ1.png)
애플리케이션
파이프라인은 파이프라인을 통해 지상에서 끌어온 석유, 증기 및 물을 석유 및 가스 산업 기업으로 운송하는 데 사용됩니다.
주요 학년
API 5L 라인 파이프 강철 등급: Gr.B X42 X52 X60 X65 X70
화학성분
| 강종(강종명) | 열 및 제품 분석을 기반으로 한 질량 분율a,g% | |||||||
| C | Mn | P | S | V | Nb | Ti | ||
| 최대 b | 최대 b | 분 | 최대 | 최대 | 최대 | 최대 | 최대 | |
| 원활한 파이프 | ||||||||
| L175 또는 A25 | 0.21 | 0.60 | — | 0.030 | 0.030 | — | — | — |
| L175P 또는 A25P | 0.21 | 0.60 | 0.045 | 0.080 | 0.030 | — | — | — |
| L210 또는 A | 0.22 | 0.90 | — | 0.030 | 0.030 | — | — | — |
| L245 또는 B | 0.28 | 1.20 | — | 0.030 | 0.030 | CD | CD | d |
| L290 또는 X42 | 0.28 | 1.30 | — | 0.030 | 0.030 | d | d | d |
| L320 또는 X46 | 0.28 | 1.40 | — | 0.030 | 0.030 | d | d | d |
| L360 또는 X52 | 0.28 | 1.40 | — | 0.030 | 0.030 | d | d | d |
| L390 또는 X56 | 0.28 | 1.40 | — | 0.030 | 0.030 | d | d | d |
| L415 또는 X60 | 0.28e | 1시 40분 | — | 0.030 | 0.030 | f | f | f |
| L450 또는 X65 | 0.28e | 1시 40분 | — | 0.030 | 0.030 | f | f | f |
| L485 또는 X70 | 0.28e | 1시 40분 | — | 0.030 | 0.030 | f | f | f |
| 용접파이프 | ||||||||
| L175 또는 A25 | 0.21 | 0.60 | — | 0.030 | 0.030 | — | — | — |
| L175P 또는 A25P | 0.21 | 0.60 | 0.045 | 0.080 | 0.030 | — | — | — |
| L210 또는 A | 0.22 | 0.90 | — | 0.030 | 0.030 | — | — | — |
| L245 또는 B | 0.26 | 1.20 | — | 0.030 | 0.030 | CD | CD | d |
| L290 또는 X42 | 0.26 | 1.30 | — | 0.030 | 0.030 | d | d | d |
| L320 또는 X46 | 0.26 | 1.40 | — | 0.030 | 0.030 | d | d | d |
| L360 또는 X52 | 0.26 | 1.40 | — | 0.030 | 0.030 | d | d | d |
| L390 또는 X56 | 0.26 | 1.40 | — | 0.030 | 0.030 | d | d | d |
| L415 또는 X60 | 0.26e | 1시 40분 | — | 0.030 | 0.030 | f | f | f |
| L450 또는 X65 | 0.26e | 1시 45분 | — | 0.030 | 0.030 | f | f | f |
| L485 또는 X70 | 0.26e | 1.65e | — | 0.030 | 0.030 | f | f | f |
| Cu ≤ 0.50%; Ni ≤ 0.50%; Cr ≤ 0.50% 및 Mo ≤ 0.15%. b 탄소의 지정된 최대 농도보다 0.01% 감소할 때마다 Mn의 지정된 최대 농도보다 0.05% 증가가 허용되며 등급 ≥ L245 또는 B, ≤ L360 또는 X52의 경우 최대 1.65%까지 허용됩니다. 등급 > L360 또는 X52, < L485 또는 X70 등급의 경우 최대 1.75%; L485 또는 X70 등급의 경우 최대 2.00%입니다. c 달리 합의하지 않는 한, Nb + V ≤ 0.06%. d Nb + V + Ti ≤ 0.15%. e 달리 합의하지 않는 한. f 달리 합의하지 않는 한, Nb + V + Ti ≤ 0.15%. g 의도적인 B 첨가는 허용되지 않으며 잔여 B는 0.001% 이하입니다. | ||||||||
기계적 성질
|
파이프 등급 | 이음매없는 용접 파이프의 파이프 본체 | EW, LW, SAW, COW의 용접심파이프 | ||
| 항복 강도a Rt0.5 | 인장강도a Rm | 연장(50mm 또는 2인치)Af | 인장강도b Rm | |
| MPa(psi) | MPa(psi) | % | MPa(psi) | |
| 분 | 분 | 분 | 분 | |
| L175 또는 A25 | 175 (25,400) | 310 (45,000) | c | 310 (45,000) |
| L175P 또는 A25P | 175 (25,400) | 310 (45,000) | c | 310 (45,000) |
| L210 또는 A | 210 (30,500) | 335 (48,600) | c | 335 (48,600) |
| L245 또는 B | 245 (35,500) | 415 (60,200) | c | 415 (60,200) |
| L290 또는 X42 | 290 (42,100) | 415 (60,200) | c | 415 (60,200) |
| L320 또는 X46 | 320 (46,400) | 435 (63,100) | c | 435 (63,100) |
| L360 또는 X52 | 360 (52,200) | 460 (66,700) | c | 460 (66,700) |
| L390 또는 X56 | 390 (56,600) | 490 (71,100) | c | 490 (71,100) |
| L415 또는 X60 | 415 (60,200) | 520 (75,400) | c | 520 (75,400) |
| L450 또는 X65 | 450 (65,300) | 535 (77,600) | c | 535 (77,600) |
| L485 또는 X70 | 485 (70,300) | 570 (82,700) | c | 570 (82,700) |
| a 중간 등급의 경우, 지정된 최소 인장 강도와 파이프 본체의 지정된 최소 항복 강도 사이의 차이는 다음 상위 등급의 표에 나와 있습니다.b 중간 등급의 경우, 용접 이음새에 대해 지정된 최소 인장 강도 각주 a)를 사용하여 파이프 본체에 대해 결정된 값과 동일해야 합니다.c 지정된 최소 연신율,A백분율로 표시되고 가장 가까운 백분율로 반올림된 f는 다음 방정식을 사용하여 결정됩니다.
어디 C SI 단위를 사용하는 계산의 경우 1940이고 USC 단위를 사용하는 계산의 경우 625,000입니다. Axc는 적용 가능한 인장 시험편 단면적이며 다음과 같이 평방 밀리미터(평방 인치)로 표시됩니다. 1) 원형 단면 시편의 경우 12.7mm(0.500in.) 및 8.9mm(0.350in.) 직경 시편의 경우 130mm2(0.20in.2) 6.4 mm (0.250 in.) 직경 시험편의 경우 65 mm2 (0.10 in.2); 2) 전체 단면 시험편의 경우, a) 485 mm2 (0.75 in.2) 및 b) 지정된 외경과 파이프의 지정된 벽 두께를 사용하여 도출된 시험편의 단면적, 가장 가까운 10mm2(0.01in.2)로 반올림되었습니다. 3) 스트립 시험편의 경우, a) 485 mm2 (0.75 in.2) 및 b) 시험편의 지정된 폭과 파이프의 지정된 벽 두께를 사용하여 도출된 시험편의 단면적 중 작은 것 , 가장 가까운 10mm2(0.01in.2)로 반올림됨; U 메가파스칼(평방 인치당 파운드)로 표시되는 지정된 최소 인장 강도입니다. | ||||
외경, 진원도 및 벽 두께 외
| 지정된 외경 D(in) | 직경 공차, 인치 d | 진원도 공차 | ||||
| 끝 a를 제외한 파이프 | 파이프 끝 a,b,c | 끝 a를 제외한 파이프 | 파이프 끝 a,b,c | |||
| SMLS 파이프 | 용접파이프 | SMLS 파이프 | 용접파이프 | |||
| < 2.375 | -0.031~+0.016 | – 0.031 ~ + 0.016 | 0.048 | 0.036 | ||
| ≥2.375 ~ 6.625 | 0.020D | 0.015D | ||||
| +/- 0.0075D | – 0.016 ~ + 0.063 | D/t≤75 | D/t≤75 | |||
| 에 대한 합의에 따라 | 에 대한 합의에 따라 | |||||
| >6.625 ~ 24.000 | +/- 0.0075D | +/- 0.0075D, 최대 0.125 | +/- 0.005D, 최대 0.063 | 0.020D | 0.015D | |
| >24~56 | +/- 0.01D | +/- 0.005D, 최대 0.160 | +/- 0.079 | +/- 0.063 | 0.015D(최대 0.060) | 0.01D(최대 0.500) |
| 을 위한 | 을 위한 | |||||
| D/t≤75 | D/t≤75 | |||||
| 합의에 따라 | 합의에 따라 | |||||
| ~을 위한 | ~을 위한 | |||||
| D/t≤75 | D/t≤75 | |||||
| >56 | 합의한 대로 | |||||
| 에이. 파이프 끝의 길이는 각 파이프 말단을 포함하는 4인치입니다. | ||||||
| 비. SMLS 파이프의 경우 공차는 t≤0.984in에 적용되며 더 두꺼운 파이프의 공차는 합의된 대로 적용됩니다. | ||||||
| 기음. D≥8.625in의 확장 파이프와 비확장 파이프의 경우 직경 공차 및 진원도 공차는 지정된 OD 대신 계산된 내부 직경 또는 측정된 내부 직경을 사용하여 결정될 수 있습니다. | ||||||
| 디. 직경 공차 준수 여부를 결정하기 위해 파이프 직경은 원주 평면의 파이프 둘레를 Pi로 나눈 값으로 정의됩니다. | ||||||
| 벽 두께 | 공차 |
| 티 인치 | 신장 |
| SMLS 파이프b | |
| ≤ 0.157 | -1.2 |
| > 0.157 ~ < 0.948 | + 0.150t / – 0.125t |
| ≥ 0.984 | + 0.146 또는 + 0.1t 중 큰 값 |
| – 0.120 또는 – 0.1t 중 큰 값 | |
| 용접파이프 c,d | |
| ≤ 0.197 | +/- 0.020 |
| > 0.197 ~ < 0.591 | +/- 0.1t |
| ≥ 0.591 | +/- 0.060 |
| 에이. 구매 주문서에 이 표에 주어진 해당 값보다 작은 벽 두께에 대한 마이너스 허용 오차가 지정된 경우, 벽 두께에 대한 플러스 허용 오차는 해당 허용 오차 범위를 유지하기에 충분한 양만큼 증가해야 합니다. | |
| 비. D≥ 14.000in 및 t≥0.984in인 파이프의 경우, 벽 두께 공차는 질량에 대한 플러스 공차를 초과하지 않는 경우 국부적으로 벽 두께에 대한 플러스 공차를 추가로 0.05t 초과할 수 있습니다. | |
| 기음. 벽 두께에 대한 플러스 공차는 용접 영역에 적용되지 않습니다. | |
| 디. 자세한 내용은 전체 API5L 사양을 참조하세요. | |
용인
테스트 요구 사항
수압시험
용접 이음새나 파이프 본체를 통한 누출 없이 수압 테스트를 견딜 수 있는 파이프입니다. 사용된 파이프 섹션이 성공적으로 테스트된 경우 조인터는 정수압 테스트를 받을 필요가 없습니다.
굽힘 테스트
시험편의 어느 부분에도 균열이 발생하지 않아야 하며, 용접 부분이 벌어져서는 안 된다.
평탄화 시험
편평화 시험의 허용 기준은 다음과 같습니다.
- EW 파이프 D<12.750인치:
- X60(T 500인치) 판 사이의 거리가 원래 외부 직경의 66% 미만이 되기 전에 용접 부분이 열려서는 안 됩니다. 모든 등급 및 벽에 대해 50%.
- D/t > 10인 파이프의 경우, 플레이트 사이의 거리가 원래 외부 직경의 30% 미만이 되기 전에는 용접 부분이 열려서는 안 됩니다.
- 다른 크기의 경우 전체 API 5L 사양을 참조하세요.
PSL2에 대한 CVN 충격 테스트
많은 PSL2 파이프 크기 및 등급에는 CVN이 필요합니다. 이음매 없는 파이프는 신체에서 테스트됩니다. 용접파이프는 몸체, 파이프 용접부 및 열영향부에서 시험을 하여야 한다. 크기 및 등급 차트와 필요한 흡수 에너지 값은 전체 API 5L 사양을 참조하세요.




