
Бесшевните челични цевки се кружни, квадратни, правоаголни челици со шуплив пресек и без споеви околу нив. Бесшевните челични цевки се направени од инготи или цврсти парчиња перфорирани во капиларни цевки, а потоа топло валани, ладно валани или ладно влечени.
Бесшевни челични цевки со шуплив пресек, голем број цевки што се користат за пренесување на течности, во исто време имаат цврстина на свиткување и торзија. Споредувајќи ги челичните цевки со тркалезни челици и други цврсти челици, челичните цевки имаат мала тежина, се еден вид економски пресек од челик, широко се користат во производството на структурни делови и механички делови, како што се челични скелиња за дупчење нафта.
Производството на безшевни челични цевки има историја од речиси 100 години. Германските браќа Манисман први го измислиле перфораторот со вкрстено валање со два рола во 1885 година, потоа ја измислиле машината за периодично валање цевки во 1891 година, а швајцарскиот RCStiefel ја измислил автоматската машина за валање цевки (исто така позната како машина за валање цевки со горна големина) во 1903 година, а разни машини за продолжување, како што се машината за континуирано валање цевки и машината за туркање цевки, почнале да ја формираат модерната индустрија за безшевни челични цевки. Во 1930-тите, била усвоена мелницата за цевки со три рола.
Екструдионата преса и периодичната ладна валачка ја подобруваат разновидноста и квалитетот на челичните цевки. Во 1960-тите, поради подобрувањето на мелницата за континуирано валање цевки, појавата на перфораторот со три ролни, особено успехот на примената на машината за намалување на затегнатоста и готовата фолија за континуирано леење, ја подобрија ефикасноста на производството и ја зголемија конкурентноста на безшевните цевки и заварените цевки.

Во 1970-тите, безшевните и заварените цевки се во чекор, а светското производство на челични цевки се зголемува за повеќе од 5% годишно. Од 1953 година, Кина придава големо значење на развојот на индустријата за безшевни челични цевки и првично формираше производствен систем за валање разни големи, средни и мали цевки. Општо земено, бакарните цевки го усвојуваат и процесот на попречно валање и перфорација на парчиња, валање на цевки и влечење на намотки.
Апликацијаи класификација на безшевни челични цевки
Примена: Бесшевните челични цевки се еден вид економски профилиран челик, има многу важна позиција во националната економија, широко се користи во нафтената, хемиската индустрија, котлите, електраните, бродоградбата, производството на машини, автомобилската, авијациската, воздухопловната, енергетската, геолошката, градежничката и воената индустрија.
Класификација:
(1) Според обликот на пресекот, поделен на: цевка со кружен пресек, цевка со посебен облик
(2) според материјалот: цевка од јаглероден челик, цевка од легиран челик, цевка од не'рѓосувачки челик, композитна цевка
(3) Според начинот на поврзување: навојна цевка за поврзување, цевка за заварување
(4) Според режимот на производство: цевка за топло валање (екструзија, горна, експанзија), цевка за ладно валање (влечење)
(5) Според намената: цевка за котел, цевка за нафтени бунари, цевка за цевководи, цевка за градежништво, цевка за ѓубрива.
Процес на производство на бесшевни челични цевки
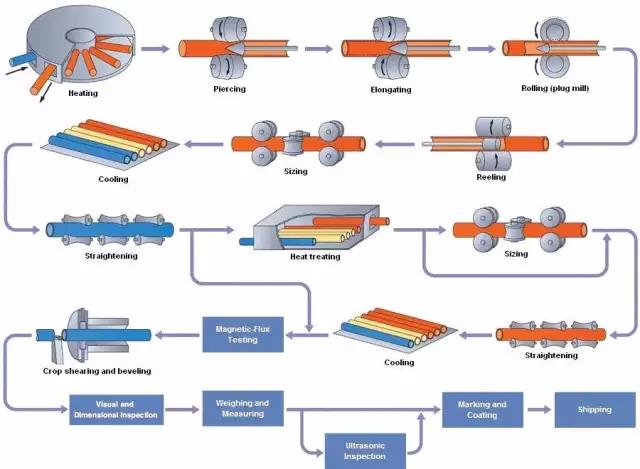
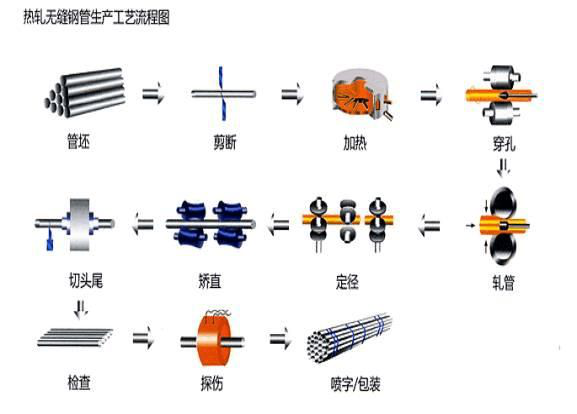
Главен процес на производство на топло валани безшевни челични цевки (главен процес на инспекција):
Подготовка и инспекција на цевководна четка → загревање на цевководна четка → перфорирање → валана цевка → загревање на празна цевка → фиксирање (намалување) на дијаметарот → термичка обработка → исправување на завршената цевка → завршна обработка → инспекција (недеструктивна, физичка и хемиска, инспекција на станица) → складирање
(2) Процес на производство на безшевни челични цевки со ладно валање (цртање)
Подготовка на прачка → маринирање и подмачкување → ладно валање (цртање) → термичка обработка → исправување → завршна обработка → инспекција
Дијаграмот на процесот на производство на топло валани безшевни челични цевки е како што следува:
Време на објавување: 12 ноември 2020 година




