
Bešavna čelična cijev je okrugli, kvadratni ili pravokutni čelik sa šupljim presjekom i bez šavova oko njega. Bešavne čelične cijevi izrađene su od ingota ili punih gredica perforiranih u kapilarne cijevi, a zatim toplo valjanih, hladno valjanih ili hladno vučenih.
Bešavne čelične cijevi sa šupljim presjekom, veliki broj cijevi koje se koriste za transport tekućina, u isto vrijeme u čvrstoći na savijanje i torziju, upoređujući čelične cijevi s okruglim čelikom i drugim punim čelikom. Težina čeličnih cijevi je mala, vrsta ekonomičnog presjeka čelika, široko se koristi u proizvodnji konstrukcijskih dijelova i mehaničkih dijelova, kao što su čelične skele za bušenje nafte.
Proizvodnja bešavnih čeličnih cijevi ima historiju dugu skoro 100 godina. Njemačka braća Manismann prvi su izumili dvovaljni unakrsno valjajući bušač 1885. godine, zatim su 1891. godine izumili mašinu za periodično valjanje cijevi, a Švicarac R.C. Stiefel je 1903. godine izumio automatsku mašinu za valjanje cijevi (poznatu i kao mašina za gornje valjanje cijevi), a razne mašine za produžavanje, kao što su mašina za kontinuirano valjanje cijevi i mašina za guranje cijevi, počele su formirati modernu industriju bešavnih čeličnih cijevi. Tridesetih godina 20. stoljeća usvojena je cevna fabrika sa tri valjka.
Ekstruzijska presa i periodična hladna valjaonica poboljšavaju raznolikost i kvalitet čeličnih cijevi. Tokom 1960-ih, zahvaljujući poboljšanju kontinuiranog valjanja cijevi, pojava tropaljkastog bušača, posebno uspjeh primjene mašine za smanjenje napetosti i kontinuiranog livenja gredica, poboljšala je efikasnost proizvodnje i povećala konkurentnost bešavnih cijevi i zavarenih cijevi.

U 1970-ima, bešavne i zavarene cijevi su pratile korak jedna s drugom, a svjetska proizvodnja čeličnih cijevi se povećavala za više od 5% godišnje. Od 1953. godine, Kina je pridala veliki značaj razvoju industrije bešavnih čeličnih cijevi i u početku je formirala proizvodni sistem za valjanje različitih velikih, srednjih i malih cijevi. Općenito, bakrene cijevi također usvajaju proces unakrsnog valjanja i perforacije gredica, valjanja cijevi u valjaonici i izvlačenja zavojnica.
Aplikacijai klasifikacija bešavnih čeličnih cijevi
Primjena: Bešavne čelične cijevi su vrsta ekonomičnog profilnog čelika, imaju vrlo važnu ulogu u nacionalnoj ekonomiji, široko se koriste u naftnoj, hemijskoj industriji, kotlovima, elektranama, brodovima, proizvodnji mašina, automobilskoj, avijacijskoj, vazduhoplovnoj, energetskoj, geološkoj, građevinskoj i vojnoj industriji.
Klasifikacija:
(1) Prema obliku presjeka podijeljeno na: cijev kružnog presjeka, cijev posebnog presjeka
(2) prema materijalu: cijev od ugljičnog čelika, cijev od legiranog čelika, cijev od nehrđajućeg čelika, kompozitna cijev
(3) Prema načinu spajanja: navojna spojna cijev, cijev za zavarivanje
(4) Prema načinu proizvodnje: toplo valjana (ekstruzija, gornja, ekspanzijska) cijev, hladno valjana (vučena) cijev
(5) Prema upotrebi: cijev za kotao, cijev za naftnu bušotinu, cijev za cjevovod, konstrukcijska cijev, cijev za gnojivo.
Proces proizvodnje bešavnih čeličnih cijevi
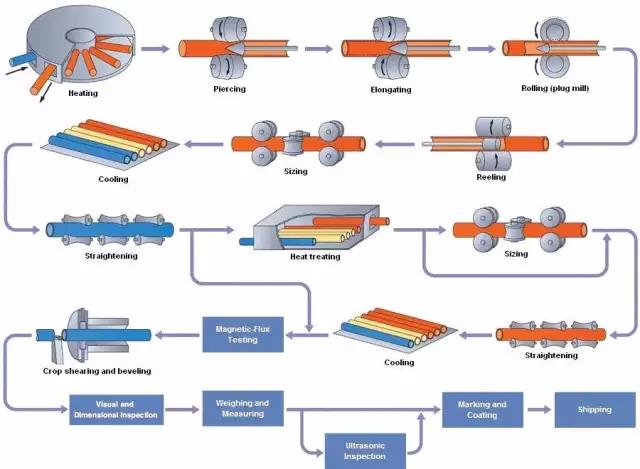
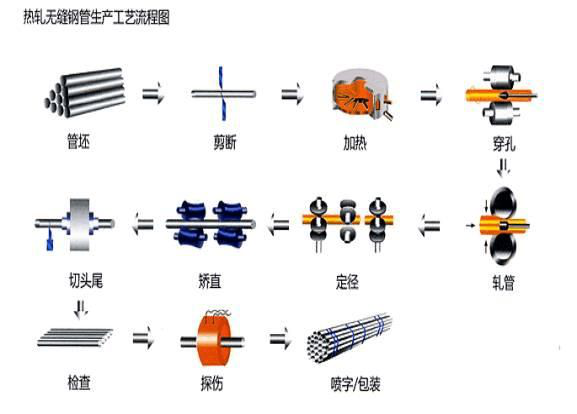
Glavni proizvodni proces toplo valjanih bešavnih čeličnih cijevi (glavni proces inspekcije):
Priprema i inspekcija cijevne gredice → zagrijavanje cijevne gredice → perforiranje → valjanje cijevi → ponovno zagrijavanje prazne cijevi → fiksiranje (smanjenje) promjera → termička obrada → ispravljanje gotove cijevi → završna obrada → inspekcija (nerazorna, fizička i hemijska, inspekcija stanice) → skladištenje
(2) Proces proizvodnje bešavnih čeličnih cijevi hladnim valjanjem (crtanjem)
Priprema gredice → kiseljenje i podmazivanje → hladno valjanje (izvlačenje) → termička obrada → ispravljanje → završna obrada → inspekcija
Dijagram toka proizvodnog procesa toplo valjanih bešavnih čeličnih cijevi je sljedeći:
Vrijeme objave: 12. novembar 2020.




