
Bezešvá ocelová trubka je kulatá, čtvercová nebo obdélníková ocel s dutým průřezem a bez švů po obvodu. Bezešvé ocelové trubky jsou vyrobeny z ingotů nebo plných sochorů perforovaných do kapilárních trubic a poté válcovaných za tepla, válcovaných za studena nebo tažených za studena.
Bezešvé ocelové trubky s dutým průřezem, velké množství trubek používaných pro dopravu tekutin, v ohybové a torzní pevnosti zároveň, srovnání ocelových trubek s kulatou ocelí a jinými plnými ocelemi. Ocelové trubky jsou lehké, jedná se o druh ekonomického průřezu oceli, široce používaný při výrobě konstrukčních dílů a mechanických součástí, jako je ocelové lešení pro vrtání ropy.
Výroba bezešvých ocelových trubek má téměř stoletou historii. Němečtí bratři Manismannovi poprvé vynalezli v roce 1885 dvouválcový křížový razník, poté v roce 1891 vynalezli periodický válcovací stroj na trubky a švýcarský R.C. Stiefel v roce 1903 vynalezl automatický válcovací stroj na trubky (známý také jako horní válcovací stroj na trubky) a různé rozšiřovací stroje, jako například kontinuální válcovací stroj na trubky a tlačný stroj na trubky, začaly formovat moderní průmysl bezešvých ocelových trubek. Ve 30. letech 20. století byla přijata tříválcová válcovna trubek.
Extruzní lis a periodická válcovna za studena zlepšují rozmanitost a kvalitu ocelových trubek. V 60. letech 20. století se díky zdokonalení válcovny trubek pro kontinuální válcování objevily tříválcové děrovače, zejména úspěšné použití zařízení na snižování napětí a kontinuálního odlévání polotovarů, což zlepšilo efektivitu výroby a zvýšilo konkurenceschopnost bezešvých a svařovaných trubek.

V 70. letech 20. století se bezešvé a svařované trubky vyvíjely s rostoucím trendem a světová produkce ocelových trubek rostla o více než 5 % ročně. Od roku 1953 Čína přikládá velký význam rozvoji průmyslu bezešvých ocelových trubek a zpočátku vytvořila výrobní systém pro válcování různých velkých, středních a malých trubek. Měděné trubky obecně používají také proces křížového válcování a perforace sochorů, válcování trubek ve válcovnách a tažení svitků.
Aplikacea klasifikace bezešvých ocelových trubek
Použití: Bezešvé ocelové trubky jsou druhem ekonomické profilové oceli, která má velmi důležité postavení v národním hospodářství a je široce používána v ropném, chemickém průmyslu, kotlích, elektrárnách, lodích, strojírenství, automobilovém průmyslu, letectví, kosmonautice, energetice, geologii, stavebnictví a vojenském sektoru.
Klasifikace:
(1) Podle tvaru průřezu se dělí na: trubky kruhového průřezu, trubky speciálního průřezu
(2) podle materiálu: trubka z uhlíkové oceli, trubka z legované oceli, trubka z nerezové oceli, kompozitní trubka
(3) Podle způsobu připojení: závitové připojení trubky, svařovací trubka
(4) Podle způsobu výroby: trubky válcované za tepla (vytlačování, horní, expanzní), trubky válcované za studena (tažení)
(5) Podle použití: kotlové potrubí, potrubí pro ropné vrty, potrubní potrubí, konstrukční potrubí, potrubí pro hnojiva.
Výrobní proces bezešvých ocelových trubek
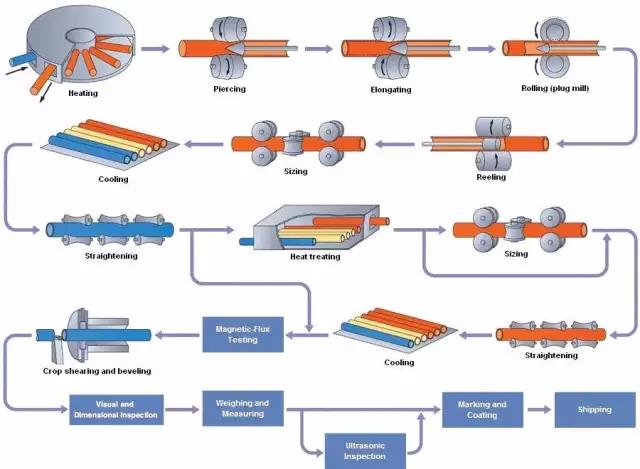
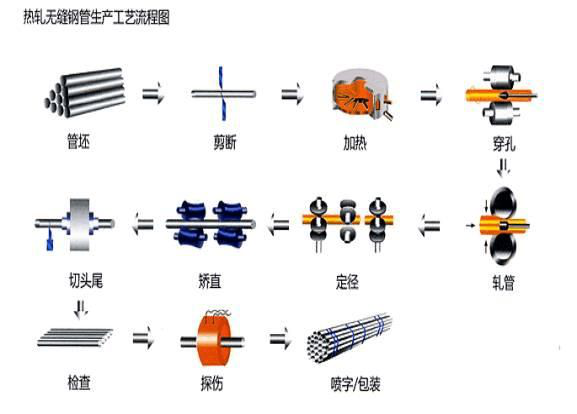
Hlavní výrobní proces za tepla válcovaných bezešvých ocelových trubek (hlavní kontrolní proces):
Příprava a kontrola potrubního ingotu → ohřev potrubního ingotu → děrování → válcování potrubí → opětovný ohřev prázdného potrubí → fixace (zmenšení) průměru → tepelné zpracování → rovnání hotového potrubí → konečná úprava → kontrola (nedestruktivní, fyzikální a chemická, kontrola stanice) → skladování
(2) Výrobní proces bezešvých ocelových trubek válcováním za studena (tažením)
Příprava sochorů → moření a mazání → válcování za studena (tažení) → tepelné zpracování → rovnání → konečná úprava → kontrola
Vývojový diagram výrobního procesu bezešvých ocelových trubek válcovaných za tepla je následující:
Čas zveřejnění: 12. listopadu 2020




