
A varrat nélküli acélcső kerek, négyzet, téglalap alakú acél, üreges keresztmetszettel és varratok nélkül. A varrat nélküli acélcsövek tuskókból vagy tömör bugákból készülnek, amelyeket kapilláris csövekké perforálnak, majd melegen hengerelnek, hidegen hengerelnek vagy hidegen húznak.
Zökkenőmentes acélcső üreges keresztmetszettel, nagyszámú folyadékszállításra használt cső, hajlítási és torziós szilárdságban egyidejűleg, az acélcső összehasonlítása kerek acéllal és más tömör acéllal. Az acélcső súlya könnyű, egyfajta gazdaságos acélszelvény, amelyet széles körben használnak szerkezeti alkatrészek és mechanikus alkatrészek, például olajfúró acélállványzatok gyártásában.
A varrat nélküli acélcsőgyártás közel 100 éves múltra tekint vissza. A német Manismann fivérek 1885-ben találták fel először a kétgörgős kereszthengerlő lyukasztót, majd 1891-ben a periodikus csőhengerlő gépet, a svájci RCStiefel pedig 1903-ban feltalálta az automatikus csőhengerlő gépet (más néven felső csőhengerlő gépet), és különféle toldógépek, például a folyamatos csőhengerlő gép és a csőtoló gép kezdték kialakítani a modern varrat nélküli acélcsőipart. Az 1930-as években átvették a háromgörgős csőmalmot.
Az extrudálóprés és a periodikus hideghengermű javítja az acélcsövek választékát és minőségét. Az 1960-as években a folyamatos hengerlésű csőmalom fejlődésének köszönhetően a háromgörgős lyukasztó megjelenése, különösen a feszültségcsökkentő gép és a folyamatos öntésű tuskó alkalmazásának sikere javította a termelési hatékonyságot és fokozta a varrat nélküli csövek és a hegesztett csövek versenyképességét.

Az 1970-es években a varrat nélküli csövek és a hegesztett csövek lépést tartottak egymással, és a világ acélcső-termelése évente több mint 5%-kal nőtt. 1953 óta Kína nagy jelentőséget tulajdonított a varrat nélküli acélcsőipar fejlesztésének, és kezdetben létrehozott egy termelési rendszert különféle nagy, közepes és kis csövek hengerlésére. Általánosságban elmondható, hogy a rézcsövek a tuskó kereszthengerlését és perforálását, a csőhengerlést és a tekercshúzást is alkalmazzák.
Alkalmazásés a varrat nélküli acélcsövek osztályozása
Alkalmazás: A varrat nélküli acélcső egyfajta gazdasági acél, nagyon fontos szerepet játszik a nemzetgazdaságban, széles körben használják kőolaj-, vegyiparban, kazán-, erőmű-, hajó-, gépgyártásban, autóiparban, repülésben, repülőgépiparban, energiaiparban, geológiában, építőiparban és katonai szektorban.
Osztályozás:
(1) A keresztmetszet alakja szerint felosztva: kör keresztmetszetű cső, speciális alakú keresztmetszetű cső
(2) az anyag szerint: szénacél cső, ötvözött acél cső, rozsdamentes acél cső, kompozit cső
(3) A csatlakozási mód szerint: menetes csatlakozócső, hegesztett cső
(4) A gyártási mód szerint: meleghengerlés (extrudálás, felső, expanziós) cső, hideghengerlés (húzás) cső
(5) Felhasználás szerint: kazáncső, olajkútcső, csővezetékcső, szerkezeti cső, műtrágyacső.
Varrat nélküli acélcső gyártási folyamat
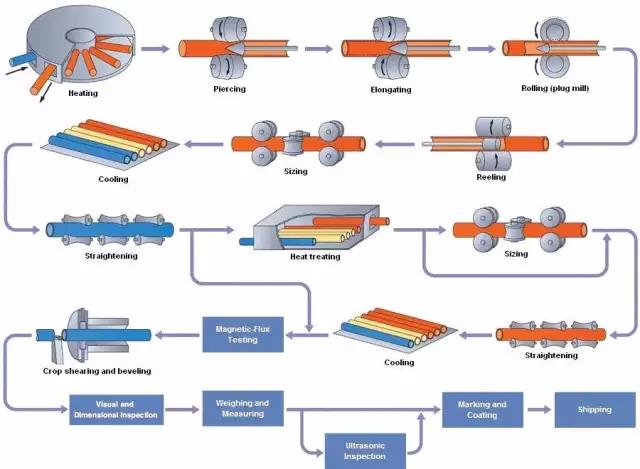
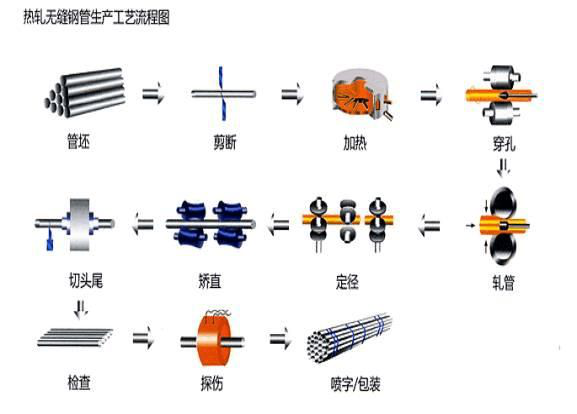
A melegen hengerelt varrat nélküli acélcső fő gyártási folyamata (fő ellenőrzési folyamat):
Csődarab előkészítése és ellenőrzése → csődarab melegítése → perforálás → csőhengerlés → üres cső újramelegítése → átmérő rögzítése (csökkentése) → hőkezelés → kész cső kiegyenesítése → kikészítés → ellenőrzés (roncsolásmentes, fizikai és kémiai, állomási ellenőrzés) → raktározás
(2) Hidegen hengerelt (húzott) varrat nélküli acélcső gyártási folyamat
Buga előkészítése → pácolás és kenés → hideghengerlés (húzás) → hőkezelés → egyengetés → kikészítés → ellenőrzés
A melegen hengerelt varrat nélküli acélcső gyártási folyamatábrája a következő:
Közzététel ideje: 2020. november 12.




