
Liefern Sie OEM China Oil and Gas Steel Line Pipe API 5L Psl2 X42/X46/X60/X70 nahtlose Kohlenstoffstahlrohre



Überblick
Unser Unternehmen besteht seit jeher auf der Qualitätspolitik: „Die Qualität der Produkte ist die Grundlage für das Überleben des Unternehmens; die Kundenzufriedenheit ist der Ausgangspunkt und das Ziel eines Unternehmens; ständige Verbesserung ist das ewige Streben der Mitarbeiter“ und auch das konsequente Ziel „Der Ruf steht an erster Stelle.“ „Käufer zuerst“ für API 5L-Leitungsrohre. Wir bieten im Allgemeinen erstklassige Produkte und großartige Unterstützung für die Mehrheit der Unternehmensbenutzer und Händler. Herzlich willkommen, sich uns anzuschließen, gemeinsam Innovationen zu entwickeln und Träume zu verwirklichen. Unser Unternehmen ist davon überzeugt, dass der Verkauf nicht nur dazu dient, Gewinn zu erzielen, sondern auch die Kultur unseres Unternehmens in der Welt bekannt zu machen. Deshalb arbeiten wir hart daran, Ihnen den umfassenden Service zu bieten und sind bereit, Ihnen den wettbewerbsfähigsten Preis auf dem Markt anzubieten.
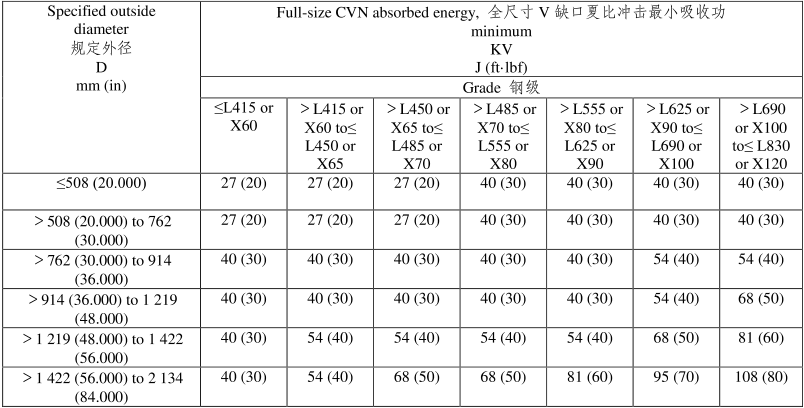
Für PSL2-Leitungsrohre ist nach API 5L ein Charpy-Schlagtest erforderlich (API 5L enthält keine spezifischen Angaben zum Bruchtest, die angegebene Bruchzähigkeit kann jedoch durch einen Schlagtest oder einen Fallgewichts-, Reißabsorptionsenergie- und Scherbereich charakterisiert werden). Der Standard erfordert einen Satz von 3 Proben (in voller Größe), die Testtemperatur beträgt 0℃, wenn es Anforderungen gibt, ist eine niedrigere Testtemperatur akzeptabel. Der individuelle Testwert für alle Teststücke muss ≥75 des erforderlichen Mindestdurchschnittswerts (eines Satzes von 3 Teststücken) für die Energieaufnahme sein. Unten ist der Energieaufnahmebedarf des PSL2-Rohrs aufgeführt:
`R$D`HBVLT0N{MJJ1.png)
Anwendung
Die Pipeline dient dazu, das aus dem Boden geförderte Öl, Dampf und Wasser über die Pipeline zu den Unternehmen der Öl- und Gasindustrie zu transportieren
Hauptnote
Güteklasse für API 5L-Leitungsrohrstahl: Gr.B X42 X52 X60 X65 X70
Chemische Komponente
| Stahlsorte (Stahlname) | Massenanteil, basierend auf Wärme- und Produktanalysena,g% | |||||||
| C | Mn | P | S | V | Nb | Ti | ||
| max b | max b | min | max | max | max | max | max | |
| Nahtloses Rohr | ||||||||
| L175 oder A25 | 0,21 | 0,60 | — | 0,030 | 0,030 | — | — | — |
| L175P oder A25P | 0,21 | 0,60 | 0,045 | 0,080 | 0,030 | — | — | — |
| L210 oder A | 0,22 | 0,90 | — | 0,030 | 0,030 | — | — | — |
| L245 oder B | 0,28 | 1.20 | — | 0,030 | 0,030 | CD | CD | d |
| L290 oder X42 | 0,28 | 1.30 | — | 0,030 | 0,030 | d | d | d |
| L320 oder X46 | 0,28 | 1,40 | — | 0,030 | 0,030 | d | d | d |
| L360 oder X52 | 0,28 | 1,40 | — | 0,030 | 0,030 | d | d | d |
| L390 oder X56 | 0,28 | 1,40 | — | 0,030 | 0,030 | d | d | d |
| L415 oder X60 | 0,28 e | 1,40 € | — | 0,030 | 0,030 | f | f | f |
| L450 oder X65 | 0,28 e | 1,40 € | — | 0,030 | 0,030 | f | f | f |
| L485 oder X70 | 0,28 e | 1,40 € | — | 0,030 | 0,030 | f | f | f |
| Geschweißtes Rohr | ||||||||
| L175 oder A25 | 0,21 | 0,60 | — | 0,030 | 0,030 | — | — | — |
| L175P oder A25P | 0,21 | 0,60 | 0,045 | 0,080 | 0,030 | — | — | — |
| L210 oder A | 0,22 | 0,90 | — | 0,030 | 0,030 | — | — | — |
| L245 oder B | 0,26 | 1.20 | — | 0,030 | 0,030 | CD | CD | d |
| L290 oder X42 | 0,26 | 1.30 | — | 0,030 | 0,030 | d | d | d |
| L320 oder X46 | 0,26 | 1,40 | — | 0,030 | 0,030 | d | d | d |
| L360 oder X52 | 0,26 | 1,40 | — | 0,030 | 0,030 | d | d | d |
| L390 oder X56 | 0,26 | 1,40 | — | 0,030 | 0,030 | d | d | d |
| L415 oder X60 | 0,26 e | 1,40 € | — | 0,030 | 0,030 | f | f | f |
| L450 oder X65 | 0,26 e | 1,45 € | — | 0,030 | 0,030 | f | f | f |
| L485 oder X70 | 0,26 e | 1,65 € | — | 0,030 | 0,030 | f | f | f |
| a Cu ≤ 0,50 %; Ni ≤ 0,50 %; Cr ≤ 0,50 % und Mo ≤ 0,15 %. b Für jede Reduzierung um 0,01 % unter die festgelegte maximale Konzentration für Kohlenstoff ist eine Erhöhung um 0,05 % über die festgelegte maximale Konzentration für Mn zulässig, bis zu einem Maximum von 1,65 % für Sorten ≥ L245 oder B, aber ≤ L360 oder X52; bis maximal 1,75 % für Sorten > L360 oder X52, aber < L485 oder X70; und bis zu einem Maximum von 2,00 % für die Güteklasse L485 oder X70. c Sofern nicht anders vereinbart, Nb + V ≤ 0,06 %. d Nb + V + Ti ≤ 0,15 %. e Sofern nicht anders vereinbart. f Sofern nicht anders vereinbart, Nb + V + Ti ≤ 0,15 %. g Es ist keine absichtliche Zugabe von B zulässig und der Rest-B ≤ 0,001 %. | ||||||||
Mechanisches Eigentum
|
Rohrqualität | Rohrkörper aus nahtlosem und geschweißtem Rohr | Schweißnaht von EW, LW, SAW und COWRohr | ||
| Streckgrenzea Rt0,5 | Zugfestigkeita Rm | Verlängerung(auf 50 mm oder 2 Zoll)Af | Zugfestigkeitb Rm | |
| MPa (psi) | MPa (psi) | % | MPa (psi) | |
| min | min | min | min | |
| L175 oder A25 | 175 (25.400) | 310 (45.000) | c | 310 (45.000) |
| L175P oder A25P | 175 (25.400) | 310 (45.000) | c | 310 (45.000) |
| L210 oder A | 210 (30.500) | 335 (48.600) | c | 335 (48.600) |
| L245 oder B | 245 (35.500) | 415 (60.200) | c | 415 (60.200) |
| L290 oder X42 | 290 (42.100) | 415 (60.200) | c | 415 (60.200) |
| L320 oder X46 | 320 (46.400) | 435 (63.100) | c | 435 (63.100) |
| L360 oder X52 | 360 (52.200) | 460 (66.700) | c | 460 (66.700) |
| L390 oder X56 | 390 (56.600) | 490 (71.100) | c | 490 (71.100) |
| L415 oder X60 | 415 (60.200) | 520 (75.400) | c | 520 (75.400) |
| L450 oder X65 | 450 (65.300) | 535 (77.600) | c | 535 (77.600) |
| L485 oder X70 | 485 (70.300) | 570 (82.700) | c | 570 (82.700) |
| a Bei Zwischenqualitäten beträgt die Differenz zwischen der angegebenen Mindestzugfestigkeit und der angegebenen Mindeststreckgrenze für den Rohrkörper die in der Tabelle für die nächsthöhere Qualität angegebene Differenz.b Bei Zwischenqualitäten die angegebene Mindestzugfestigkeit der Schweißnaht muss derselbe Wert sein, der anhand der Fußnote a).c für den Rohrkörper ermittelt wurde. Die angegebene Mindestdehnung,Af, ausgedrückt in Prozent und auf den nächsten Prozentwert gerundet, wird anhand der folgenden Gleichung ermittelt:
Wo C ist 1940 für Berechnungen mit SI-Einheiten und 625.000 für Berechnungen mit USC-Einheiten; Axc ist die anwendbare Querschnittsfläche des Zugversuchsstücks, ausgedrückt in Quadratmillimetern (Quadratzoll), wie folgt: 1) für Teststücke mit kreisförmigem Querschnitt: 130 mm2 (0,20 Zoll) für Teststücke mit 12,7 mm (0,500 Zoll) und 8,9 mm (0,350 Zoll) Durchmesser; 65 mm2 (0,10 Zoll2) für Teststücke mit 6,4 mm (0,250 Zoll) Durchmesser; 2) für Vollquerschnittsprüfstücke der kleinere von a) 485 mm2 (0,75 Zoll2) und b) der Querschnittsfläche des Prüfstücks, abgeleitet unter Verwendung des angegebenen Außendurchmessers und der angegebenen Wandstärke des Rohrs, auf die nächsten 10 mm2 (0,01 Zoll2) gerundet; 3) für Streifenteststücke der kleinere von a) 485 mm2 (0,75 in.2) und b) der Querschnittsfläche des Teststücks, abgeleitet aus der angegebenen Breite des Teststücks und der angegebenen Wandstärke des Rohrs , auf die nächsten 10 mm2 (0,01 Zoll2) gerundet; U ist die angegebene Mindestzugfestigkeit, ausgedrückt in Megapascal (Pfund pro Quadratzoll). | ||||
Außendurchmesser, Unrundheit und Wandstärke
| Spezifizierter Außendurchmesser D (Zoll) | Durchmessertoleranz, Zoll d | Unrundheitstoleranz in | ||||
| Rohr außer dem Ende a | Rohrende a,b,c | Rohr außer dem Ende a | Rohrende a,b,c | |||
| SMLS-Rohr | Geschweißtes Rohr | SMLS-Rohr | Geschweißtes Rohr | |||
| < 2,375 | -0,031 bis + 0,016 | – 0,031 bis + 0,016 | 0,048 | 0,036 | ||
| ≥2,375 bis 6,625 | 0,020D für | 0,015D für | ||||
| +/- 0,0075D | – 0,016 bis + 0,063 | D/t≤75 | D/t≤75 | |||
| Nach Vereinbarung für | Nach Vereinbarung für | |||||
| >6.625 bis 24.000 | +/- 0,0075D | +/- 0,0075D, aber maximal 0,125 | +/- 0,005 D, aber maximal 0,063 | 0,020D | 0,015D | |
| >24 bis 56 | +/- 0,01D | +/- 0,005 D, aber maximal 0,160 | +/- 0,079 | +/- 0,063 | 0,015D für, aber maximal 0,060 | 0,01 D für, aber maximal 0,500 |
| Für | Für | |||||
| D/t≤75 | D/t≤75 | |||||
| Nach Vereinbarung | Nach Vereinbarung | |||||
| für | für | |||||
| D/t≤75 | D/t≤75 | |||||
| >56 | Wie vereinbart | |||||
| A. Das Rohrende weist an jedem Rohrende eine Länge von 4 Zoll auf | ||||||
| B. Für SMLS-Rohre gilt die Toleranz für t≤0,984 Zoll und die Toleranzen für das dickere Rohr müssen wie vereinbart sein | ||||||
| C. Bei aufgeweiteten Rohren mit D ≥ 8,625 Zoll und bei nicht aufgeweiteten Rohren können die Durchmessertoleranz und die Unrundheitstoleranz anhand des berechneten Innendurchmessers oder des gemessenen Innendurchmessers anstelle des angegebenen Außendurchmessers bestimmt werden. | ||||||
| D. Zur Bestimmung der Einhaltung der Durchmessertoleranz wird der Rohrdurchmesser als der Umfang des Rohrs in einer beliebigen Umfangsebene dividiert durch Pi definiert. | ||||||
| Wandstärke | Toleranzen a |
| t Zoll | Zoll |
| SMLS-Rohr b | |
| ≤ 0,157 | -1.2 |
| > 0,157 bis < 0,948 | + 0,150t / – 0,125t |
| ≥ 0,984 | + 0,146 oder + 0,1 t, je nachdem, welcher Wert größer ist |
| – 0,120 oder – 0,1 t, je nachdem, welcher Wert größer ist | |
| Geschweißtes Rohr c,d | |
| ≤ 0,197 | +/- 0,020 |
| > 0,197 bis < 0,591 | +/- 0,1t |
| ≥ 0,591 | +/- 0,060 |
| A. Wenn in der Bestellung eine Minustoleranz für die Wandstärke angegeben ist, die kleiner als der in dieser Tabelle angegebene anwendbare Wert ist, muss die Plustoleranz für die Wandstärke um einen ausreichenden Betrag erhöht werden, um den geltenden Toleranzbereich beizubehalten. | |
| B. Bei Rohren mit D ≥ 14,000 Zoll und t ≥ 0,984 Zoll kann die Wandstärkentoleranz lokal die Plustoleranz für die Wandstärke um weitere 0,05 t überschreiten, sofern die Plustoleranz für die Masse nicht überschritten wird. | |
| C. Die Plustoleranz für Wandstärken gilt nicht für den Schweißbereich | |
| D. Ausführliche Informationen finden Sie in der vollständigen API5L-Spezifikation | |
Toleranz
Testanforderung
Hydrostatischer Test
Rohr, das einem hydrostatischen Test ohne Leckage durch die Schweißnaht oder den Rohrkörper standhält. Verbindungsstücke müssen nicht hydrostatisch geprüft werden, sofern die verwendeten Rohrabschnitte erfolgreich getestet wurden.
Biegetest
In keinem Teil des Prüfstücks dürfen Risse auftreten und es darf keine Öffnung der Schweißnaht auftreten.
Abflachungstest
Akzeptanzkriterien für den Abflachungstest müssen sein:
- EW-Rohre D<12,750 Zoll:
- X60 mit T 500 Zoll. Es darf keine Öffnung der Schweißnaht auftreten, bevor der Abstand zwischen den Platten weniger als 66 % des ursprünglichen Außendurchmessers beträgt. Für alle Qualitäten und Wände 50 %.
- Bei Rohren mit einem D/t > 10 darf es keine Schweißnahtöffnung geben, bevor der Abstand zwischen den Platten weniger als 30 % des ursprünglichen Außendurchmessers beträgt.
- Weitere Größen finden Sie in der vollständigen API 5L-Spezifikation.
CVN-Auswirkungstest für PSL2
Viele PSL2-Rohrgrößen und -qualitäten erfordern CVN. Nahtlose Rohre sollen im Körper geprüft werden. Geschweißte Rohre sind im Körper, in der Rohrschweißnaht und in der Wärmeeinflusszone zu prüfen. Die Tabelle der Größen und Qualitäten sowie die erforderlichen Werte für die absorbierte Energie finden Sie in der vollständigen API 5L-Spezifikation.




