
Fornecer tubo de linha de aço de petróleo e gás OEM China API 5L Psl2 X42/X46/X60/X70 Tubo de aço carbono sem costura



Visão geral
Nossa empresa insiste ao longo da política de qualidade de "a boa qualidade do produto é a base da sobrevivência da empresa; a satisfação do comprador será o ponto de partida e o fim de uma empresa; a melhoria persistente é a eterna busca da equipe" e também o propósito consistente de "reputação em primeiro lugar , comprador primeiro "para tubo de linha API 5L, geralmente oferecemos produtos de alta qualidade mais eficazes e excelente suporte para a maioria dos usuários corporativos e comerciantes. Sejam muito bem-vindos para nos afixar, vamos inovar juntos e realizar sonhos. Nossa empresa considera que vender não é apenas obter lucro, mas também popularizar a cultura da nossa empresa para o mundo. Por isso estamos trabalhando muito para lhe apresentar um serviço sincero e disposto a lhe apresentar o preço mais competitivo do mercado.
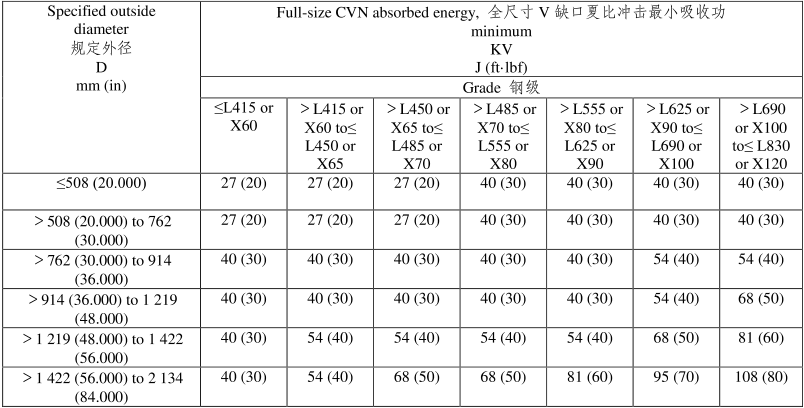
Para tubo de linha PSL2, API 5L exigiu teste de impacto Charpy (API 5L não contém detalhes específicos do teste de fratura, mas a resistência à fratura indicada pode ser caracterizada por teste de impacto ou queda de peso, energia de absorção de rasgo e área de cisalhamento). O padrão exige um conjunto de 3 amostras (tamanho completo), a temperatura de teste é 0 ℃, se houver requisitos, uma temperatura de teste mais baixa é aceitável. O valor de teste individual para qualquer corpo de prova deve ser ≥75 da média mínima exigida (de um conjunto de 3 corpos de prova) do valor de absorção de energia. Abaixo está o requisito de absorção de energia do tubo PSL2:
`R$D`HBVLT0N{MJJ1.png)
Aplicativo
O oleoduto é usado para transportar petróleo, vapor e água extraídos do solo para as empresas da indústria de petróleo e gás através do oleoduto
Nota Principal
Classe para tubo de aço API 5L: Gr.B X42 X52 X60 X65 X70
Componente Químico
| Classe de aço (nome do aço) | Fração de Massa, Baseada em Análises de Calor e Produtoa,g% | |||||||
| C | Mn | P | S | V | Nb | Ti | ||
| máximo b | máximo b | min | máx. | máx. | máx. | máx. | máx. | |
| Tubo sem costura | ||||||||
| L175 ou A25 | 0,21 | 0,60 | - | 0,030 | 0,030 | - | - | - |
| L175P ou A25P | 0,21 | 0,60 | 0,045 | 0,080 | 0,030 | - | - | - |
| L210 ou A | 0,22 | 0,90 | - | 0,030 | 0,030 | - | - | - |
| L245 ou B | 0,28 | 1,20 | - | 0,030 | 0,030 | cd | cd | d |
| L290 ou X42 | 0,28 | 13h30 | - | 0,030 | 0,030 | d | d | d |
| L320 ou X46 | 0,28 | 1,40 | - | 0,030 | 0,030 | d | d | d |
| L360 ou X52 | 0,28 | 1,40 | - | 0,030 | 0,030 | d | d | d |
| L390 ou X56 | 0,28 | 1,40 | - | 0,030 | 0,030 | d | d | d |
| L415 ou X60 | 0,28e | 1,40e | - | 0,030 | 0,030 | f | f | f |
| L450 ou X65 | 0,28e | 1,40e | - | 0,030 | 0,030 | f | f | f |
| L485 ou X70 | 0,28e | 1,40e | - | 0,030 | 0,030 | f | f | f |
| Tubo soldado | ||||||||
| L175 ou A25 | 0,21 | 0,60 | - | 0,030 | 0,030 | - | - | - |
| L175P ou A25P | 0,21 | 0,60 | 0,045 | 0,080 | 0,030 | - | - | - |
| L210 ou A | 0,22 | 0,90 | - | 0,030 | 0,030 | - | - | - |
| L245 ou B | 0,26 | 1,20 | - | 0,030 | 0,030 | cd | cd | d |
| L290 ou X42 | 0,26 | 13h30 | - | 0,030 | 0,030 | d | d | d |
| L320 ou X46 | 0,26 | 1,40 | - | 0,030 | 0,030 | d | d | d |
| L360 ou X52 | 0,26 | 1,40 | - | 0,030 | 0,030 | d | d | d |
| L390 ou X56 | 0,26 | 1,40 | - | 0,030 | 0,030 | d | d | d |
| L415 ou X60 | 0,26e | 1,40e | - | 0,030 | 0,030 | f | f | f |
| L450 ou X65 | 0,26e | 1,45e | - | 0,030 | 0,030 | f | f | f |
| L485 ou X70 | 0,26e | 1,65e | - | 0,030 | 0,030 | f | f | f |
| aCu ≤ 0,50%; Ni ≤ 0,50%; Cr ≤ 0,50% e Mo ≤ 0,15%. b Para cada redução de 0,01% abaixo da concentração máxima especificada para carbono, é permitido um aumento de 0,05% acima da concentração máxima especificada para Mn, até um máximo de 1,65% para graus ≥ L245 ou B, mas ≤ L360 ou X52; até um máximo de 1,75% para classes > L360 ou X52, mas < L485 ou X70; e até um máximo de 2,00% para Grau L485 ou X70. c Salvo acordo em contrário, Nb + V ≤ 0,06%. dNb + V + Ti ≤ 0,15%. e Salvo acordo em contrário. f Salvo acordo em contrário, Nb + V + Ti ≤ 0,15%. g Nenhuma adição deliberada de B é permitida e o B residual ≤ 0,001%. | ||||||||
Propriedade Mecânica
|
Classe de tubo | Corpo de tubo sem costura e soldado | Costura de solda de EW, LW, SAW e COWCano | ||
| Força de rendimentoa Rt0,5 | Resistência à tracçãoa Rm | Alongamento(em 50 mm ou 2 pol.)Af | Resistência à tracçãob Rm | |
| MPa (psi) | MPa (psi) | % | MPa (psi) | |
| min | min | min | min | |
| L175 ou A25 | 175 (25.400) | 310 (45.000) | c | 310 (45.000) |
| L175P ou A25P | 175 (25.400) | 310 (45.000) | c | 310 (45.000) |
| L210 ou A | 210 (30.500) | 335 (48.600) | c | 335 (48.600) |
| L245 ou B | 245 (35.500) | 415 (60.200) | c | 415 (60.200) |
| L290 ou X42 | 290 (42.100) | 415 (60.200) | c | 415 (60.200) |
| L320 ou X46 | 320 (46.400) | 435 (63.100) | c | 435 (63.100) |
| L360 ou X52 | 360 (52.200) | 460 (66.700) | c | 460 (66.700) |
| L390 ou X56 | 390 (56.600) | 490 (71.100) | c | 490 (71.100) |
| L415 ou X60 | 415 (60.200) | 520 (75.400) | c | 520 (75.400) |
| L450 ou X65 | 450 (65.300) | 535 (77.600) | c | 535 (77.600) |
| L485 ou X70 | 485 (70.300) | 570 (82.700) | c | 570 (82.700) |
| a Para graus intermediários, a diferença entre a resistência à tração mínima especificada e o limite de escoamento mínimo especificado para o corpo do tubo deve ser a indicada na tabela para o grau imediatamente superior.b Para graus intermediários, a resistência à tração mínima especificada para a costura de solda deve ser o mesmo valor determinado para o corpo do tubo usando a nota de rodapé a).c O alongamento mínimo especificado,Af, expresso em percentagem e arredondado à percentagem mais próxima, será determinado através da seguinte equação:
onde C é 1940 para cálculos usando unidades SI e 625.000 para cálculos usando unidades USC; Axc é a área da seção transversal do corpo de prova de tração aplicável, expressa em milímetros quadrados (polegadas quadradas), como segue: 1) para corpos de prova de seção transversal circular, 130 mm2 (0,20 pol.2) para corpos de prova de 12,7 mm (0,500 pol.) e 8,9 mm (0,350 pol.) de diâmetro; 65 mm2 (0,10 pol.2) para corpos de prova de 6,4 mm (0,250 pol.) de diâmetro; 2) para corpos de prova de seção completa, o menor entre a) 485 mm2 (0,75 pol.2) e b) a área da seção transversal do corpo de prova, derivada usando o diâmetro externo especificado e a espessura de parede especificada do tubo, arredondado para os 10 mm2 mais próximos (0,01 pol.2); 3) para tiras de teste, o menor entre a) 485 mm2 (0,75 pol.2) e b) a área da seção transversal da peça de teste, derivada usando a largura especificada da peça de teste e a espessura especificada da parede do tubo , arredondado para os 10 mm2 (0,01 pol.2) mais próximos; U é a resistência à tração mínima especificada, expressa em megapascais (libras por polegada quadrada). | ||||
Diâmetro externo, circularidade e espessura da parede
| Diâmetro externo especificado D (pol.) | Tolerância de diâmetro, polegadas d | Tolerância fora da circularidade em | ||||
| Tubo exceto a extremidade a | Extremidade do tubo a,b,c | Tubo exceto o final a | Extremidade do tubo a,b,c | |||
| Tubo SMLS | Tubo soldado | Tubo SMLS | Tubo soldado | |||
| < 2,375 | -0,031 a +0,016 | – 0,031 a +0,016 | 0,048 | 0,036 | ||
| ≥2,375 a 6,625 | 0,020D para | 0,015D para | ||||
| +/- 0,0075D | – 0,016 a +0,063 | D/t≤75 | D/t≤75 | |||
| Por acordo para | Por acordo para | |||||
| >6.625 a 24.000 | +/- 0,0075D | +/- 0,0075D, mas máximo de 0,125 | +/- 0,005D, mas máximo de 0,063 | 0,020D | 0,015D | |
| >24 a 56 | +/- 0,01D | +/- 0,005D mas máximo de 0,160 | +/- 0,079 | +/- 0,063 | 0,015D para mas máximo de 0,060 | 0,01D para, mas no máximo 0,500 |
| Para | Para | |||||
| D/t≤75 | D/t≤75 | |||||
| Por acordo | Por acordo | |||||
| para | para | |||||
| D/t≤75 | D/t≤75 | |||||
| >56 | Conforme acordado | |||||
| um. A extremidade do tubo inclui um comprimento de 4 pol. em cada uma das extremidades do tubo | ||||||
| b. Para tubos SMLS, a tolerância se aplica a t≤0,984 pol. E as tolerâncias para tubos mais grossos devem ser conforme acordado | ||||||
| c. Para tubo expandido com D≥8,625 pol. e para tubo não expandido, a tolerância do diâmetro e a tolerância de irregularidade podem ser determinadas usando o diâmetro interno calculado ou o diâmetro interno medido em vez do diâmetro externo especificado. | ||||||
| d. Para determinar a conformidade com a tolerância do diâmetro, o diâmetro do tubo é definido como a circunferência do tubo em qualquer plano circunferencial dividido por Pi. | ||||||
| Espessura da parede | Tolerâncias a |
| polegadas | polegadas |
| Tubo SMLS b | |
| ≤ 0,157 | -1,2 |
| > 0,157 a < 0,948 | + 0,150t / – 0,125t |
| ≥ 0,984 | + 0,146 ou + 0,1t, o que for maior |
| – 0,120 ou – 0,1t, o que for maior | |
| Tubo soldado c,d | |
| ≤ 0,197 | +/- 0,020 |
| > 0,197 a < 0,591 | +/- 0,1t |
| ≥ 0,591 | +/- 0,060 |
| um. Se o pedido de compra especificar uma tolerância negativa para espessura de parede menor que o valor aplicável fornecido nesta tabela, a tolerância positiva para espessura de parede deverá ser aumentada em um valor suficiente para manter a faixa de tolerância aplicável. | |
| b. Para tubos com D≥ 14.000 pol e t≥0,984 pol., a tolerância de espessura de parede localmente pode exceder a tolerância positiva para espessura de parede em 0,05t adicionais, desde que a tolerância positiva para massa não seja excedida. | |
| c. A tolerância positiva para espessuras de parede não se aplica à área de solda | |
| d. Veja a especificação API5L completa para detalhes completos | |
Tolerância
Requisito de teste
Teste hidrostático
Tubo para resistir a um teste hidrostático sem vazamento através da costura de solda ou do corpo do tubo. As juntas não precisam ser testadas hidrostáticamente, desde que as seções de tubo utilizadas tenham sido testadas com sucesso.
Teste de dobra
Nenhuma rachadura deverá ocorrer em qualquer parte da peça de teste e nenhuma abertura na solda deverá ocorrer.
Teste de achatamento
Os critérios de aceitação para teste de achatamento serão:
- Tubos EW D<12,750 pol.:
- X60 com T 500 pol. Não deverá haver abertura na solda antes que a distância entre as placas seja inferior a 66% do diâmetro externo original. Para todos os tipos e paredes, 50%.
- Para tubos com D/t > 10, não deverá haver abertura na solda antes que a distância entre as placas seja inferior a 30% do diâmetro externo original.
- Para outros tamanhos consulte a especificação API 5L completa.
Teste de impacto CVN para PSL2
Muitos tamanhos e classes de tubos PSL2 exigem CVN. O tubo sem costura deve ser testado no corpo. O tubo soldado deve ser testado no corpo, na solda do tubo e na zona afetada pelo calor. Consulte a especificação API 5L completa para a tabela de tamanhos e classes e valores de energia absorvida necessários.




