
Fornitura di tubi in acciaio al carbonio senza saldatura API 5L Psl2 X42 / X46 / X60 / X70 OEM Cina per petrolio e gas



Panoramica
La nostra azienda insiste da sempre sulla politica di qualità secondo cui "la buona qualità del prodotto è la base della sopravvivenza dell'impresa; la soddisfazione dell'acquirente sarà il punto di partenza e di arrivo di un'azienda; il miglioramento persistente è la ricerca eterna del personale" e anche lo scopo coerente della "reputazione al primo posto" , shopper first" per API 5L Line Pipe, generalmente offriamo prodotti di alta qualità più efficaci e un'ottima assistenza per la maggior parte degli utenti aziendali e dei commercianti. Un caloroso benvenuto ad affiggerci, innoviamo insieme e facciamo volare i sogni. La nostra azienda ritiene che vendere non significhi solo ottenere profitti ma anche diffondere la cultura della nostra azienda nel mondo. Quindi stiamo lavorando duramente per presentarvi un servizio completo e siamo disposti a presentarvi il prezzo più competitivo sul mercato.
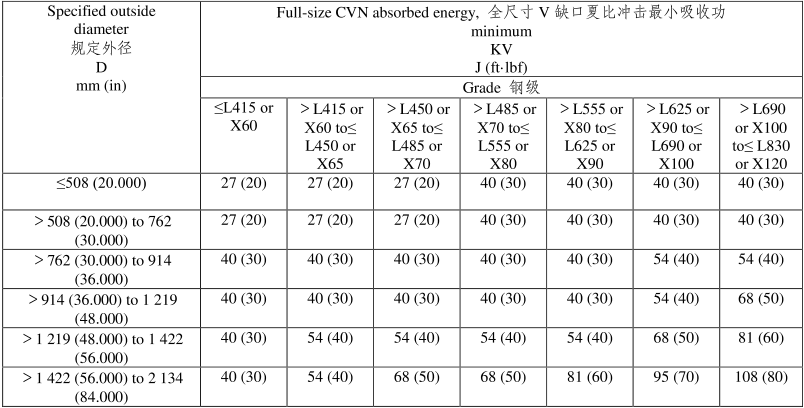
Per i tubi PSL2, API 5L richiedeva il test di impatto Charpy (API 5L non contiene dettagli specifici del test di frattura, ma la resistenza alla frattura indicata può essere caratterizzata dal test di impatto o dall'energia di assorbimento dello strappo del peso di caduta e dall'area di taglio). Lo standard richiede un set di 3 campioni (dimensione intera), la temperatura di prova è 0 ℃, se sono presenti requisiti, è accettabile una temperatura di prova più bassa. Il valore di prova individuale per ogni provetta deve essere ≥75 del valore energetico di assorbimento medio minimo richiesto (di una serie di 3 provette). Di seguito è riportato il fabbisogno energetico di assorbimento del tubo PSL2:
`R$D`HBVLT0N{MJJ1.png)
Applicazione
L'oleodotto viene utilizzato per trasportare il petrolio, il vapore e l'acqua prelevati dal terreno alle imprese dell'industria petrolifera e del gas attraverso l'oleodotto
Grado principale
Grado per acciaio per tubi API 5L: Gr.B X42 X52 X60 X65 X70
Componente chimico
| Grado di acciaio (nome dell'acciaio) | Frazione di massa, basata sull'analisi del calore e del prodottoa,g% | |||||||
| C | Mn | P | S | V | Nb | Ti | ||
| massimo b | massimo b | min | massimo | massimo | massimo | massimo | massimo | |
| Tubo senza saldatura | ||||||||
| L175 o A25 | 0,21 | 0,60 | — | 0,030 | 0,030 | — | — | — |
| L175P o A25P | 0,21 | 0,60 | 0,045 | 0,080 | 0,030 | — | — | — |
| L210 o A | 0,22 | 0,90 | — | 0,030 | 0,030 | — | — | — |
| L245 o B | 0,28 | 1.20 | — | 0,030 | 0,030 | CD | CD | d |
| L290 o X42 | 0,28 | 1.30 | — | 0,030 | 0,030 | d | d | d |
| L320 o X46 | 0,28 | 1,40 | — | 0,030 | 0,030 | d | d | d |
| L360 o X52 | 0,28 | 1,40 | — | 0,030 | 0,030 | d | d | d |
| L390 o X56 | 0,28 | 1,40 | — | 0,030 | 0,030 | d | d | d |
| L415 o X60 | 0,28 e | 1,40 e | — | 0,030 | 0,030 | f | f | f |
| L450 o X65 | 0,28 e | 1,40 e | — | 0,030 | 0,030 | f | f | f |
| L485 o X70 | 0,28 e | 1,40 e | — | 0,030 | 0,030 | f | f | f |
| Tubo saldato | ||||||||
| L175 o A25 | 0,21 | 0,60 | — | 0,030 | 0,030 | — | — | — |
| L175P o A25P | 0,21 | 0,60 | 0,045 | 0,080 | 0,030 | — | — | — |
| L210 o A | 0,22 | 0,90 | — | 0,030 | 0,030 | — | — | — |
| L245 o B | 0,26 | 1.20 | — | 0,030 | 0,030 | CD | CD | d |
| L290 o X42 | 0,26 | 1.30 | — | 0,030 | 0,030 | d | d | d |
| L320 o X46 | 0,26 | 1,40 | — | 0,030 | 0,030 | d | d | d |
| L360 o X52 | 0,26 | 1,40 | — | 0,030 | 0,030 | d | d | d |
| L390 o X56 | 0,26 | 1,40 | — | 0,030 | 0,030 | d | d | d |
| L415 o X60 | 0,26 e | 1,40 e | — | 0,030 | 0,030 | f | f | f |
| L450 o X65 | 0,26 e | 1,45 e | — | 0,030 | 0,030 | f | f | f |
| L485 o X70 | 0,26 e | 1,65 e | — | 0,030 | 0,030 | f | f | f |
| aCu ≤ 0,50%; Ni ≤ 0,50%; Cr ≤ 0,50% e Mo ≤ 0,15%. b Per ogni riduzione dello 0,01 % al di sotto della concentrazione massima specificata per il carbonio, è consentito un aumento dello 0,05 % al di sopra della concentrazione massima specificata per Mn, fino a un massimo dell'1,65 % per qualità ≥ L245 o B, ma ≤ L360 o X52; fino ad un massimo dell'1,75 % per i gradi > L360 o X52, ma < L485 o X70; e fino ad un massimo del 2,00 % per il grado L485 o X70. c Se non concordato diversamente, Nb + V ≤ 0,06 %. dNb+V+Ti ≤ 0,15%. e Salvo diverso accordo. f Se non diversamente concordato Nb + V + Ti ≤ 0,15 %. g Non è consentita alcuna aggiunta deliberata di B e il residuo B ≤ 0,001 %. | ||||||||
Proprietà meccanica
|
Grado del tubo | Corpo del tubo senza saldatura e saldato | Cordone di saldatura di EW, LW, SAW e COWTubo | ||
| Forza di snervamentoa Rt0,5 | Resistenza alla trazionea Rm | Allungamento(su 50 mm o 2 pollici)Af | Resistenza alla trazioneb Rm | |
| MPa (psi) | MPa (psi) | % | MPa (psi) | |
| min | min | min | min | |
| L175 o A25 | 175 (25.400) | 310 (45.000) | c | 310 (45.000) |
| L175P o A25P | 175 (25.400) | 310 (45.000) | c | 310 (45.000) |
| L210 o A | 210 (30.500) | 335 (48.600) | c | 335 (48.600) |
| L245 o B | 245 (35.500) | 415 (60.200) | c | 415 (60.200) |
| L290 o X42 | 290 (42.100) | 415 (60.200) | c | 415 (60.200) |
| L320 o X46 | 320 (46.400) | 435 (63.100) | c | 435 (63.100) |
| L360 o X52 | 360 (52.200) | 460 (66.700) | c | 460 (66.700) |
| L390 o X56 | 390 (56.600) | 490 (71.100) | c | 490 (71.100) |
| L415 o X60 | 415 (60.200) | 520 (75.400) | c | 520 (75.400) |
| L450 o X65 | 450 (65.300) | 535 (77.600) | c | 535 (77.600) |
| L485 o X70 | 485 (70.300) | 570 (82.700) | c | 570 (82.700) |
| a Per i gradi intermedi, la differenza tra la resistenza a trazione minima specificata e il carico di snervamento minimo specificato per il corpo del tubo sarà quello indicato nella tabella per il grado successivo superiore.b Per i gradi intermedi, la resistenza a trazione minima specificata per il cordone di saldatura deve essere lo stesso valore determinato per il corpo del tubo utilizzando la nota a).c L'allungamento minimo specificato,Af, espresso in percentuale e arrotondato alla percentuale più vicina, sarà determinato utilizzando la seguente equazione:
Dove C è 1940 per calcoli utilizzando unità SI e 625.000 per calcoli utilizzando unità USC; Axc è l'area della sezione trasversale del provino di trazione applicabile, espressa in millimetri quadrati (pollici quadrati), come segue: 1) per provette a sezione circolare, 130 mm2 (0.20 pollici2) per provette con diametro di 12,7 mm (0.500 pollici) e 8,9 mm (0.350 pollici); 65 mm2 (0,10 pollici2) per provette con diametro di 6,4 mm (0,250 pollici); 2) per provini a sezione intera, il minore tra a) 485 mm2 (0,75 pollici2) e b) l'area della sezione trasversale del provino, ricavata utilizzando il diametro esterno specificato e lo spessore della parete specificato del tubo, arrotondato ai 10 mm2 più vicini (0,01 pollici2); 3) per i provini in striscia, il minore tra a) 485 mm2 (0,75 pollici2) e b) l'area della sezione trasversale del provino, ricavata utilizzando la larghezza specificata del provino e lo spessore della parete specificato del tubo , arrotondato ai 10 mm2 più vicini (0,01 pollici2); U è la resistenza alla trazione minima specificata, espressa in megapascal (libbre per pollice quadrato). | ||||
Diametro esterno, rotondità e spessore della parete
| Diametro esterno specificato D (pollici) | Tolleranza diametro, pollici d | Tolleranza di ovalizzazione dentro | ||||
| Tubo tranne l'estremità a | Estremità del tubo a,b,c | Tubo tranne l'estremità a | Estremità del tubo a,b,c | |||
| Tubo SMLS | Tubo saldato | Tubo SMLS | Tubo saldato | |||
| <2.375 | Da -0,031 a + 0,016 | – 0,031 a + 0,016 | 0,048 | 0,036 | ||
| ≥2,375 a 6,625 | 0.020D per | 0,015D per | ||||
| +/- 0,0075D | – 0,016 a + 0,063 | D/t≤75 | D/t≤75 | |||
| Previo accordo per | Previo accordo per | |||||
| >6.625 a 24.000 | +/- 0,0075D | +/- 0,0075D, ma massimo 0,125 | +/- 0,005 D, ma massimo 0,063 | 0,020D | 0,015D | |
| >24-56 | +/- 0,01D | +/- 0,005D ma massimo 0,160 | +/- 0,079 | +/- 0,063 | 0,015D per ma massimo 0,060 | 0,01D per ma massimo 0,500 |
| Per | Per | |||||
| D/t≤75 | D/t≤75 | |||||
| Previo accordo | Previo accordo | |||||
| per | per | |||||
| D/t≤75 | D/t≤75 | |||||
| >56 | Come concordato | |||||
| UN. L'estremità del tubo comprende una lunghezza di 4 pollici per ciascuna estremità del tubo | ||||||
| B. Per i tubi SMLS la tolleranza si applica a t≤0,984 pollici e le tolleranze per il tubo più spesso devono essere quelle concordate | ||||||
| C. Per tubi espansi con D≥8.625 pollici e per tubi non espansi, la tolleranza del diametro e la tolleranza dell'ovalizzazione possono essere determinate utilizzando il diametro interno calcolato o il diametro interno misurato anziché il diametro esterno specificato. | ||||||
| D. Per determinare la conformità alla tolleranza del diametro, il diametro del tubo è definito come la circonferenza del tubo in qualsiasi piano circonferenziale diviso per Pi. | ||||||
| Spessore della parete | Tolleranze A |
| t pollici | pollici |
| Tubo SMLS b | |
| ≤ 0,157 | -1.2 |
| > 0,157 a < 0,948 | + 0,150 t / – 0,125 t |
| ≥ 0,984 | + 0,146 o + 0,1 t, a seconda di quale sia il maggiore |
| – 0,120 o – 0,1 t, a seconda di quale sia il maggiore | |
| Tubo saldato c,d | |
| ≤ 0,197 | +/- 0,020 |
| > 0,197 a < 0,591 | +/- 0,1t |
| ≥ 0,591 | +/- 0,060 |
| UN. Se l'ordine di acquisto specifica una tolleranza negativa per lo spessore della parete inferiore al valore applicabile indicato in questa tabella, la tolleranza positiva per lo spessore della parete sarà aumentata di un importo sufficiente a mantenere l'intervallo di tolleranza applicabile. | |
| B. Per tubi con D≥ 14.000 pollici e t≥ 0,984 pollici, la tolleranza dello spessore della parete a livello locale può superare la tolleranza positiva per lo spessore della parete di ulteriori 0,05 t a condizione che la tolleranza positiva per la massa non venga superata. | |
| C. La tolleranza positiva per lo spessore della parete non si applica all'area di saldatura | |
| D. Consulta le specifiche API5L complete per i dettagli completi | |
Tolleranza
Requisito di prova
Prova idrostatica
Tubo in grado di resistere a una prova idrostatica senza perdite attraverso il cordone di saldatura o il corpo del tubo. Non è necessario che i giunti siano sottoposti a test idrostatico a condizione che le sezioni di tubo utilizzate siano state testate con successo.
Prova di piegatura
Non devono verificarsi crepe in nessuna parte del provino e non deve verificarsi alcuna apertura della saldatura.
Prova di appiattimento
I criteri di accettazione per la prova di appiattimento devono essere:
- Tubi EW D<12.750 in:
- X60 con T 500 pollici. Non vi sarà alcuna apertura della saldatura prima che la distanza tra le piastre sia inferiore al 66% del diametro esterno originale. Per tutti i tipi e pareti, 50%.
- Per tubi con D/t > 10, non deve esserci alcuna apertura della saldatura prima che la distanza tra le piastre sia inferiore al 30% del diametro esterno originale.
- Per le altre dimensioni fare riferimento alla specifica API 5L completa.
Prova di impatto CVN per PSL2
Molte dimensioni e gradi di tubi PSL2 richiedono CVN. Il tubo senza saldatura deve essere testato nel corpo. Il tubo saldato deve essere testato nel corpo, nella saldatura del tubo e nella zona interessata dal calore. Fare riferimento alla specifica API 5L completa per la tabella delle dimensioni, dei gradi e dei valori di energia assorbita richiesti.




