
Subministrament OEM Xina Oil and Gas Steel Line Pipe API 5L Psl2 X42/X46/X60/X70 Tubs d'acer al carboni sense soldadura



Visió general
La nostra empresa insisteix al llarg de la política de qualitat de "la bona qualitat del producte és la base de la supervivència de l'empresa; la satisfacció del comprador serà el punt de partida i el final d'una empresa; la millora persistent és la recerca eterna del personal" i també el propòsit constant de "la reputació primer. , el comprador primer" per a API 5L Line Pipe, en general oferim la mercaderia d'alta qualitat més eficaç i una gran assistència per a la majoria d'usuaris i comerciants empresarials. Benvingut cordialment a enganxar-nos, innovar junts i volar els somnis. La nostra empresa considera que vendre no només és obtenir beneficis, sinó també popularitzar la cultura de la nostra empresa al món. Així que estem treballant dur per presentar-vos el servei de tot cor i disposats a presentar-vos el preu més competitiu del mercat.
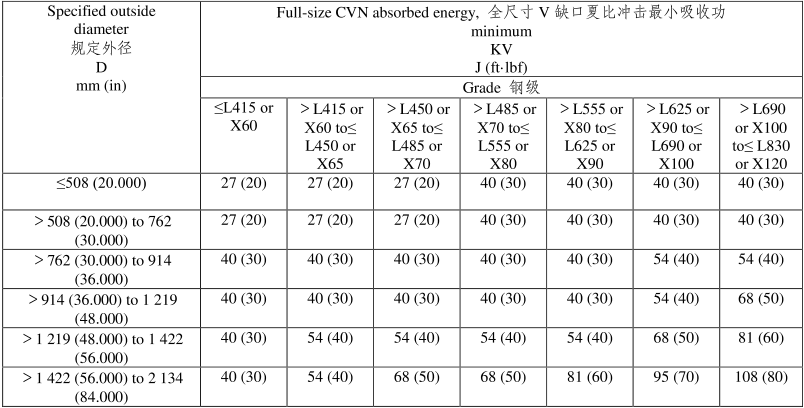
Per a la canonada de línia PSL2, l'API 5L requeria una prova d'impacte Charpy (API 5L no detalls específics de la prova de fractura, però la tenacitat a la fractura indicada es pot caracteritzar per una prova d'impacte o una caiguda d'energia d'absorció de llàgrimes i àrea de cisalla). El requisit estàndard és un conjunt de 3 mostres (mida completa), la temperatura de prova és de 0 ℃, si hi ha requisits, és acceptable una temperatura de prova més baixa. El valor d'assaig individual de qualsevol prova ha de ser ≥75 de la mitjana mínima requerida (d'un conjunt de 3 peces de prova) el valor d'energia absorbent. A continuació es mostra el requeriment d'energia d'absorció de la canonada PSL2:
`R$D`HBVLT0N{MJJ1.png)
Aplicació
El gasoducte s'utilitza per transportar el petroli, el vapor i l'aigua extrets del sòl a les empreses de la indústria del petroli i el gas a través del gasoducte.
Grau principal
Grau per a acer de canonada API 5L: Gr.B X42 X52 X60 X65 X70
Component químic
| Qualitat d'acer (nom de l'acer) | Fracció de massa, basada en anàlisis de calor i productesa,g% | |||||||
| C | Mn | P | S | V | Nb | Ti | ||
| màxim b | màxim b | min | màx | màx | màx | màx | màx | |
| Pipa sense costures | ||||||||
| L175 o A25 | 0,21 | 0,60 | — | 0,030 | 0,030 | — | — | — |
| L175P o A25P | 0,21 | 0,60 | 0,045 | 0,080 | 0,030 | — | — | — |
| L210 o A | 0,22 | 0,90 | — | 0,030 | 0,030 | — | — | — |
| L245 o B | 0,28 | 1.20 | — | 0,030 | 0,030 | c, d | c, d | d |
| L290 o X42 | 0,28 | 1.30 | — | 0,030 | 0,030 | d | d | d |
| L320 o X46 | 0,28 | 1.40 | — | 0,030 | 0,030 | d | d | d |
| L360 o X52 | 0,28 | 1.40 | — | 0,030 | 0,030 | d | d | d |
| L390 o X56 | 0,28 | 1.40 | — | 0,030 | 0,030 | d | d | d |
| L415 o X60 | 0,28 e | 1,40 e | — | 0,030 | 0,030 | f | f | f |
| L450 o X65 | 0,28 e | 1,40 e | — | 0,030 | 0,030 | f | f | f |
| L485 o X70 | 0,28 e | 1,40 e | — | 0,030 | 0,030 | f | f | f |
| Tub soldat | ||||||||
| L175 o A25 | 0,21 | 0,60 | — | 0,030 | 0,030 | — | — | — |
| L175P o A25P | 0,21 | 0,60 | 0,045 | 0,080 | 0,030 | — | — | — |
| L210 o A | 0,22 | 0,90 | — | 0,030 | 0,030 | — | — | — |
| L245 o B | 0,26 | 1.20 | — | 0,030 | 0,030 | c, d | c, d | d |
| L290 o X42 | 0,26 | 1.30 | — | 0,030 | 0,030 | d | d | d |
| L320 o X46 | 0,26 | 1.40 | — | 0,030 | 0,030 | d | d | d |
| L360 o X52 | 0,26 | 1.40 | — | 0,030 | 0,030 | d | d | d |
| L390 o X56 | 0,26 | 1.40 | — | 0,030 | 0,030 | d | d | d |
| L415 o X60 | 0,26 e | 1,40 e | — | 0,030 | 0,030 | f | f | f |
| L450 o X65 | 0,26 e | 1,45 e | — | 0,030 | 0,030 | f | f | f |
| L485 o X70 | 0,26 e | 1,65 e | — | 0,030 | 0,030 | f | f | f |
| a Cu ≤ 0,50 %; Ni ≤ 0,50 %; Cr ≤ 0,50 % i Mo ≤ 0,15 %. b Per a cada reducció del 0,01 % per sota de la concentració màxima especificada per al carboni, es permet un augment del 0,05 % per sobre de la concentració màxima especificada per a Mn, fins a un màxim de l'1,65 % per als graus ≥ L245 o B, però ≤ L360 o X52; fins a un màxim de l'1,75 % per als graus > L360 o X52, però < L485 o X70; i fins a un màxim del 2,00 % per al grau L485 o X70. c Llevat que s'acordi el contrari, Nb + V ≤ 0,06 %. d Nb + V + Ti ≤ 0,15 %. e Tret que s'acordi el contrari. f Llevat que s'acordi el contrari, Nb + V + Ti ≤ 0,15 %. g No es permet l'addició deliberada de B i el B residual ≤ 0,001 %. | ||||||||
Propietat mecànica
|
Grau de canonada | Cos de canonada de canonada sense soldadura i soldada | Costura de soldadura d'EW, LW, SAW i COWPipa | ||
| Límit de rendimenta Rt0.5 | Resistència a la traccióa Rm | Elongació(en 50 mm o 2 polzades)Af | Resistència a la tracciób Rm | |
| MPa (psi) | MPa (psi) | % | MPa (psi) | |
| min | min | min | min | |
| L175 o A25 | 175 (25.400) | 310 (45.000) | c | 310 (45.000) |
| L175P o A25P | 175 (25.400) | 310 (45.000) | c | 310 (45.000) |
| L210 o A | 210 (30.500) | 335 (48.600) | c | 335 (48.600) |
| L245 o B | 245 (35.500) | 415 (60.200) | c | 415 (60.200) |
| L290 o X42 | 290 (42.100) | 415 (60.200) | c | 415 (60.200) |
| L320 o X46 | 320 (46.400) | 435 (63.100) | c | 435 (63.100) |
| L360 o X52 | 360 (52.200) | 460 (66.700) | c | 460 (66.700) |
| L390 o X56 | 390 (56.600) | 490 (71.100) | c | 490 (71.100) |
| L415 o X60 | 415 (60.200) | 520 (75.400) | c | 520 (75.400) |
| L450 o X65 | 450 (65.300) | 535 (77.600) | c | 535 (77.600) |
| L485 o X70 | 485 (70.300) | 570 (82.700) | c | 570 (82.700) |
| a Per als graus intermedis, la diferència entre la resistència a la tracció mínima especificada i la resistència a la tracció mínima especificada per al cos de la canonada ha de ser la que es mostra a la taula per al grau següent superior.b Per als graus intermedis, la resistència a la tracció mínima especificada per a la soldadura. ha de ser el mateix valor que es va determinar per al cos de la canonada mitjançant la nota a peu de pàgina a).c L'allargament mínim especificat,Af, expressada en percentatge i arrodonida al percentatge més proper, s'ha de determinar mitjançant l'equació següent:
on C és 1940 per als càlculs amb unitats SI i 625.000 per als càlculs amb unitats USC; Axc és l'àrea de la secció transversal de la prova de tracció aplicable, expressada en mil·límetres quadrats (polzades quadrades), de la manera següent: 1) per a proves de secció transversal circular, 130 mm2 (0,20 in.2) per a proves de 12,7 mm (0,500 in.) i 8,9 mm (0,350 in.) de diàmetre; 65 mm2 (0,10 in.2) per a peces de prova de 6,4 mm (0,250 in.) de diàmetre; 2) per a proves de secció completa, el menor entre a) 485 mm2 (0,75 polzades 2) i b) l'àrea de la secció transversal de la peça d'assaig, derivada utilitzant el diàmetre exterior especificat i el gruix de paret especificat de la canonada, arrodonit als 10 mm2 més propers (0,01 polzades); 3) per a proves de tira, el menor entre a) 485 mm2 (0,75 polzades 2) i b) l'àrea de la secció transversal de la prova, derivada utilitzant l'amplada especificada de la prova i el gruix de la paret especificat de la canonada. , arrodonit als 10 mm2 més propers (0,01 in.2); U és la resistència a la tracció mínima especificada, expressada en megapascals (lliures per polzada quadrada). | ||||
Diàmetre exterior, fora de rodonesa i gruix de paret
| Diàmetre exterior especificat D (polzades) | Tolerància del diàmetre, polzades d | Tolerància fora de rodonesa a | ||||
| Tub excepte l'extrem a | Extrem de canonada a,b,c | Tub excepte l'extrem a | Extrem de canonada a,b,c | |||
| Tub SMLS | Tub soldat | Tub SMLS | Tub soldat | |||
| < 2.375 | -0,031 a + 0,016 | – 0,031 a + 0,016 | 0,048 | 0,036 | ||
| ≥2,375 a 6,625 | 0,020D per | 0,015D per | ||||
| +/- 0,0075D | – 0,016 a + 0,063 | D/t≤75 | D/t≤75 | |||
| Per acord per | Per acord per | |||||
| >6.625 a 24.000 | +/- 0,0075D | +/- 0,0075D, però màxim de 0,125 | +/- 0,005D, però màxim de 0,063 | 0,020D | 0,015D | |
| > 24 a 56 | +/- 0,01D | +/- 0,005D però màxim de 0,160 | +/- 0,079 | +/- 0,063 | 0,015D per a un màxim de 0,060 | 0,01D per a un màxim de 0,500 |
| Per | Per | |||||
| D/t≤75 | D/t≤75 | |||||
| Per acord | Per acord | |||||
| per | per | |||||
| D/t≤75 | D/t≤75 | |||||
| >56 | Tal com s'ha acordat | |||||
| a. L'extrem de la canonada inclou una longitud de 4 en cadascuna de les extremitats de la canonada | ||||||
| b. Per a la canonada SMLS, la tolerància s'aplica per a t≤0,984 polzades i les toleràncies per a la canonada més gruixuda seran les acordades. | ||||||
| c. Per a canonades expandides amb D≥8,625 polzades i per a canonades no expandides, la tolerància del diàmetre i la tolerància fora de la rodonesa es poden determinar utilitzant el diàmetre interior calculat o mesurat en lloc de la OD especificada. | ||||||
| d. Per determinar el compliment de la tolerància del diàmetre, el diàmetre de la canonada es defineix com la circumferència de la canonada en qualsevol pla circumferencial dividit per Pi. | ||||||
| Gruix de paret | Toleràncies a |
| t polzades | polzades |
| canonada SMLS b | |
| ≤ 0,157 | -1.2 |
| > 0,157 a < 0,948 | + 0,150t / – 0,125t |
| ≥ 0,984 | + 0,146 o + 0,1 t, el que sigui més gran |
| – 0,120 o – 0,1 t, el que sigui més gran | |
| Tub soldat c,d | |
| ≤ 0,197 | +/- 0,020 |
| > 0,197 a < 0,591 | +/- 0,1 t |
| ≥ 0,591 | +/- 0,060 |
| a. Si l'ordre de compra especifica una tolerància negativa per al gruix de la paret inferior al valor aplicable indicat en aquesta taula, la tolerància positiva per al gruix de la paret s'ha d'augmentar en una quantitat suficient per mantenir l'interval de tolerància aplicable. | |
| b. Per a canonades amb D≥ 14,000 polzades i t≥0,984 polzades, la tolerància del gruix de la paret localment pot superar la tolerància positiva del gruix de la paret en 0,05 t addicionals, sempre que no se superi la tolerància positiva de la massa. | |
| c. La tolerància positiva per a l'engrossiment de la paret no s'aplica a la zona de soldadura | |
| d. Consulteu l'especificació completa de l'API5L per obtenir més informació | |
Tolerància
Requisit de la prova
Prova hidrostàtica
Tub per suportar una prova hidrostàtica sense fuites a través de la soldadura o el cos de la canonada. Les juntes no s'han de fer proves hidrostàtiques sempre que les seccions de canonades utilitzades s'hagin provat amb èxit.
Prova de flexió
No s'han de produir esquerdes en cap part de la peça d'assaig i no s'ha d'obrir la soldadura.
Prova d'aplanament
Els criteris d'acceptació per a la prova d'aplanament han de ser:
- Tubs EW D<12.750 in:
- X60 amb T 500in. No hi haurà cap obertura de la soldadura abans que la distància entre les plaques sigui inferior al 66% del diàmetre exterior original. Per a tots els graus i paret, 50%.
- Per a canonades amb un D/t > 10, no hi haurà obertura de la soldadura abans que la distància entre les plaques sigui inferior al 30% del diàmetre exterior original.
- Per a altres mides, consulteu l'especificació completa de l'API 5L.
Prova d'impacte CVN per a PSL2
Moltes mides i graus de canonades PSL2 requereixen CVN. La canonada sense costures s'ha de provar al cos. La canonada soldada s'ha de provar al cos, la soldadura de la canonada i la zona afectada per la calor. Consulteu l'especificació completa de l'API 5L per a la taula de mides i graus i els valors d'energia absorbida requerits.




